影響流動平衡的因素與MeltFlipper的效果
-
流道尺寸對流動不平衡的影響:
流道尺寸越小,流動不平衡的現象越嚴重。因為流道尺寸越小,所產生的外層剪切熱越高。另一方面,流道尺寸越小,塑流在流道中的流動對遲滯效應越敏感,製程越不易控制。
- 充填速率對流動不平衡的影響:
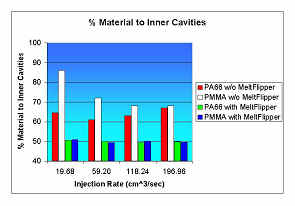
在傳統的多模穴流道設計下,各模穴充填不平衡的程度會隨著不同的射出成型速度而有顯著不同;即充填不平衡的程度對射出成型條件非常敏感( 圖15)。MeltFlipperTM技術不但可以消除流動不平衡的問題,同時其改善效果非常穩定,對射出成型速度不敏感,成型視窗變大,因此生產製程較容易控制( 圖16) 。
- 不同塑料對流動不平衡的影響:
在傳統的多模穴流道設計下,各模穴充填不平衡的程度不但會隨著不同的射出成型速度而有顯著不同,也會隨著不同塑膠材料而有所不同( 圖15)。經過實驗證明,在低射速,不同材料的情形下,充填至內側模穴的重量可高達95%,亦可低至46%;即射出成型條件固定之下,各模穴充填不平衡的程度對塑膠材料敏感。然而,採用MeltFlipperTM技術之後,不但可以消除流動不平衡的問題,擴大成型視窗,同時更換材料射出成型也不受影響( 圖16)。
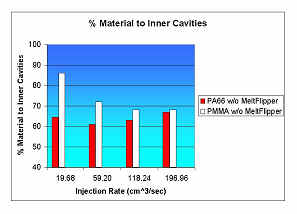
圖15:傳統的多模穴流道設計,充填不平衡的程度 會隨著不同的射出成型速度而有顯著不同