

- 客戶:Synventive Molding Solutions
- 國家:美國
- 產業:熱澆道
- 解決方案:Moldex3D Advanced
Synventive是射出成型熱澆道系統之全球領導品牌之一,致力於提供最優質的熱澆道產品及技術,幫助射出產業拓展無限可能。(來源: https://www.synventive.com/)
大綱
時序閥澆口系統常被用於製造大型射出成型物件,以避免縫合線產生。但此技術在製造時,容易在未上色的產品上造成應力痕;在噴塗、乾燥後,會產生光澤不均的問題;以及在澆口噴嘴另一側會出現熱點痕(圖一),這些產品瑕疵都會造成巨大的成本耗損。相較於傳統以開關式控制的閥式熱澆道系統,Synventive的activeGate技術涵蓋了更先進的控制系統,包括閥針的行程、速度、加速度的控制等。Moldex3D能夠模擬此高階的控制系統,並讓成形客戶者可藉此預測和預防相關的產品缺陷。
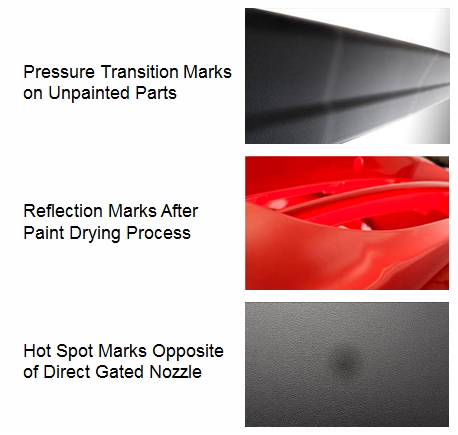 圖一 標準時序閥澆口的常見成型缺陷
圖一 標準時序閥澆口的常見成型缺陷
挑戰
- 使用時序閥澆口的射出產品容易產生的成型缺陷
- 必須在不必重新開模和加工的情況下,解決成型問題
解決方案
利用Moldex3D Advanced模擬標準時序閥澆口系統,找出成型缺陷;以及模擬閥針作動控制,以優化製程(時序閥澆口系統控制),進而成功消除成型產品上的缺陷。
效益
- 及早偵測出常見產品瑕疵
- 驗證activeGate技術可解決產品瑕疵
- 成本、時間及廢品率皆成功降低
案例研究
本專案目標為準確找出標準時序閥澆口系統會產生的成型缺陷,以及可能產生缺陷的區域,並以Moldex3D模擬Synventive研發中的閥針作動技術(時序閥澆口系統控制)─activeGate,觀察是否能藉此技術解決缺陷問題。
本案例為雙模穴設計,含有2個閥式熱澆道系統(圖二)。第二組閥針(Drop 2和Drop 4)在熔膠從第一組閥針 (Drop 1和3)通過第二組噴嘴後便以最高速度開啟。此時第二組噴嘴的塑料會被高壓壓縮,並釋放至模穴中。軟體因此預測到潛在問題:第一,其波前速度高於從第一組噴嘴前來的熔膠,從等位面可看出流動波前過大、與第一組有很大差距,此情形將導致應力痕產生。第二,部分塑料會往回流,產生高密度區域,此情形可從差距小的等位面看出。以上狀況將造成產品側邊有熔膠遲滯問題(圖三)。當產品完成後,外觀雖看似合格,但產品噴塗乾燥後,熔膠密度高的區域收縮與其他區域不同,導致光澤不一。此外,在進入模穴時,模壁上已固化塑料也容易因為高壓而再次融化,出現熱點痕。
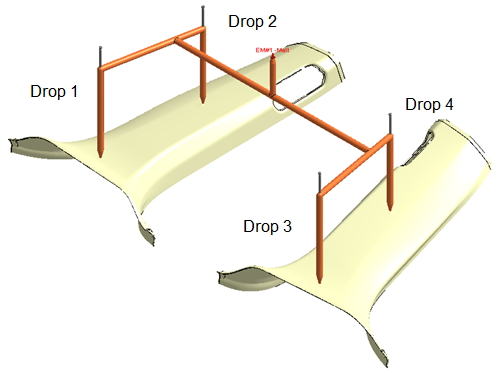 圖二 熱澆道系統設計
圖二 熱澆道系統設計
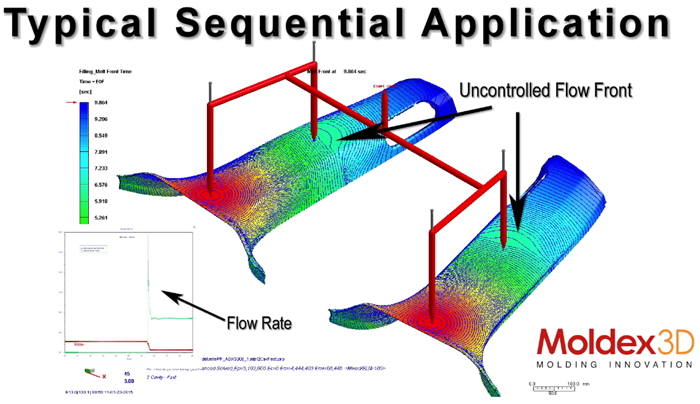 圖三 原始的時序閥針作動設定,會造成不受控的熔膠波前
圖三 原始的時序閥針作動設定,會造成不受控的熔膠波前
因此Synventive改變設定,控制第二組噴嘴的閥針速度和加速度。第二組噴嘴(包括Drop 2和Drop 4)不再以最高速度開啟,並將速度控制在6.35秒(圖四),使得第二組噴嘴與整個系統的壓力落差縮小。如此一來,第二組噴嘴的熔膠波前也不會比第一組超過太多,也不會造成塑料回流、造成局部密度過高和澆口另一側塑料再次熔融等問題。改良設計後,模擬結果顯示整個產品的等位面已變得均勻(圖五)。
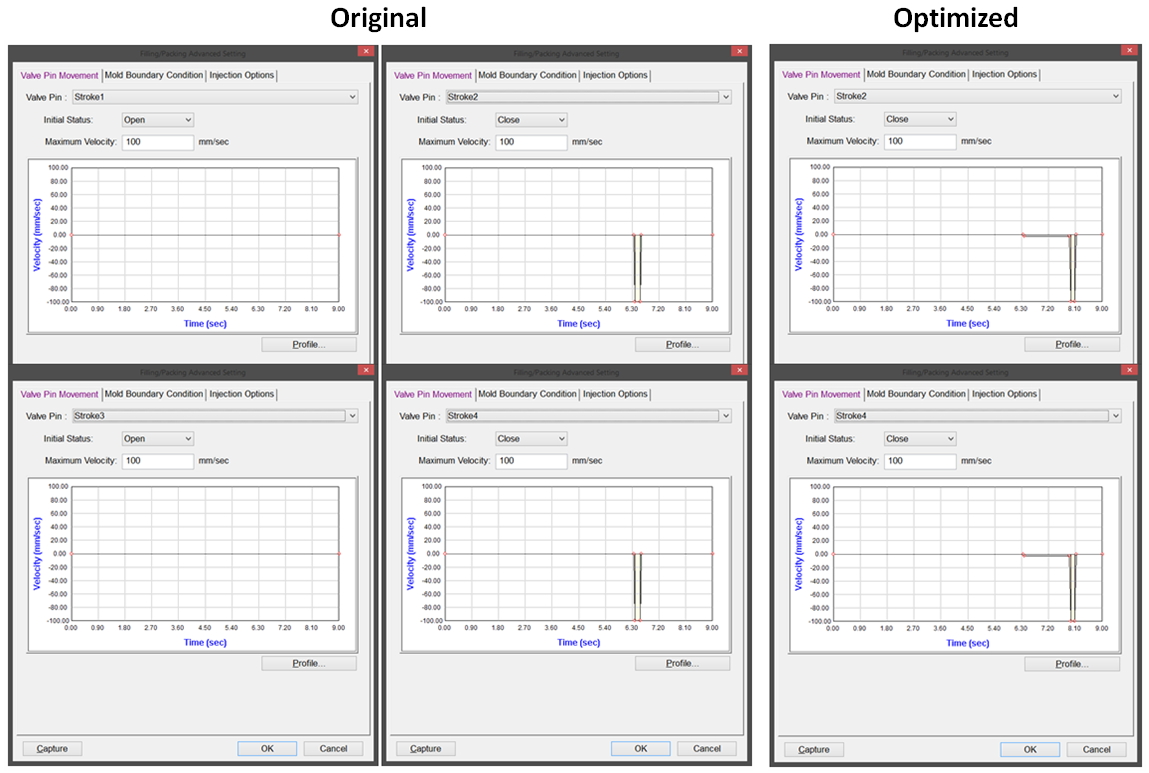 圖四 原始及優化設計中,快速與慢速時序閥澆口作動設定
圖四 原始及優化設計中,快速與慢速時序閥澆口作動設定
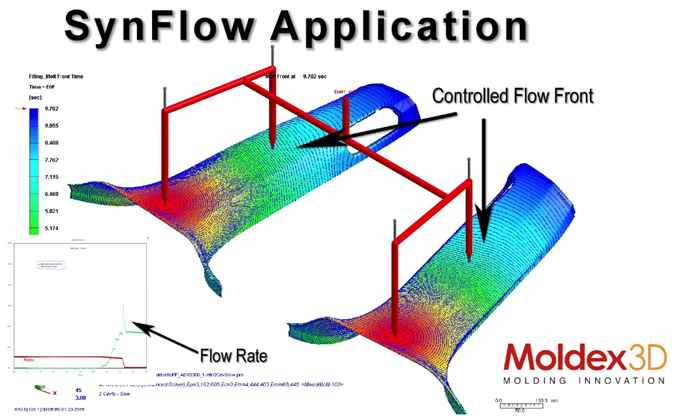 圖五 優化時序閥澆口作動設定後,熔膠波前已受到控制
圖五 優化時序閥澆口作動設定後,熔膠波前已受到控制
控制好時序閥澆口系統後(閥針以較慢速度開啟,控制塑料注入模穴),Synventive製作出三個射出成型品,包括座椅靠背、手套箱、門板,以驗證其相較於傳統製程,是否能夠改善產品品質。結果顯示傳統製程的產品瑕疵已成功消除(圖六)。
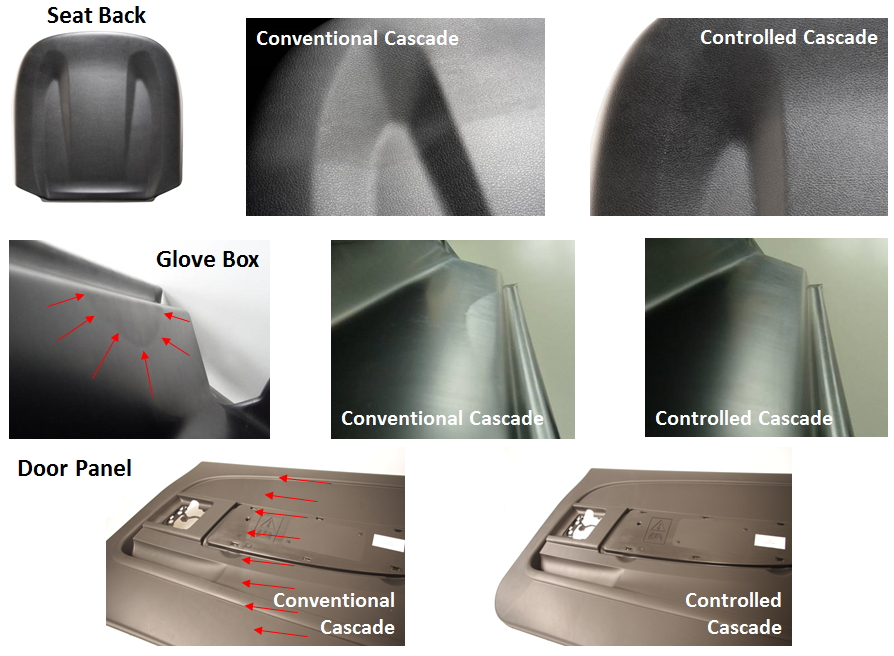 圖六 實際製造出的產品,驗證模擬結果
圖六 實際製造出的產品,驗證模擬結果
結果
有了Moldex3D,Synventive得以在開模前就偵測出標準閥針作動設定的潛在問題,以及進階閥針作動控制,讓他們能藉由觀察模擬結果來修正時序閥澆口設定,以控制熔膠波前、消除產品缺陷,進而降低廢品率,省下時間和金錢成本。