
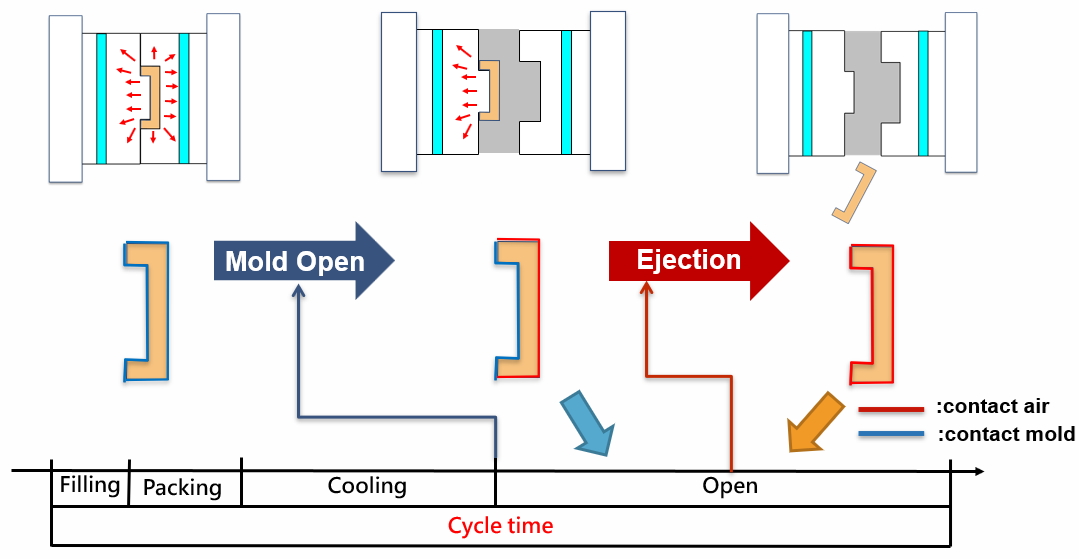
在射出成型的製程中,產品的生產週期會經過充填、保壓、冷卻、開模與頂出等過程。而在冷卻結束後至開模的這段時間,產品會接觸公模側,母模側則會接觸空氣,導致產品的兩個表面熱傳導不對稱;此外產品在收縮過程中也會受到公模側的限制。
Moldex3D已可支援在開模時間內,考慮產品在頂出前後的冷卻溫度計算,並以此為基礎進一步計算翹曲變形,使模擬更貼近真實。以下說明操作步驟。
1. 在冷卻分析中考慮在開模期間至頂出前後的冷卻效應
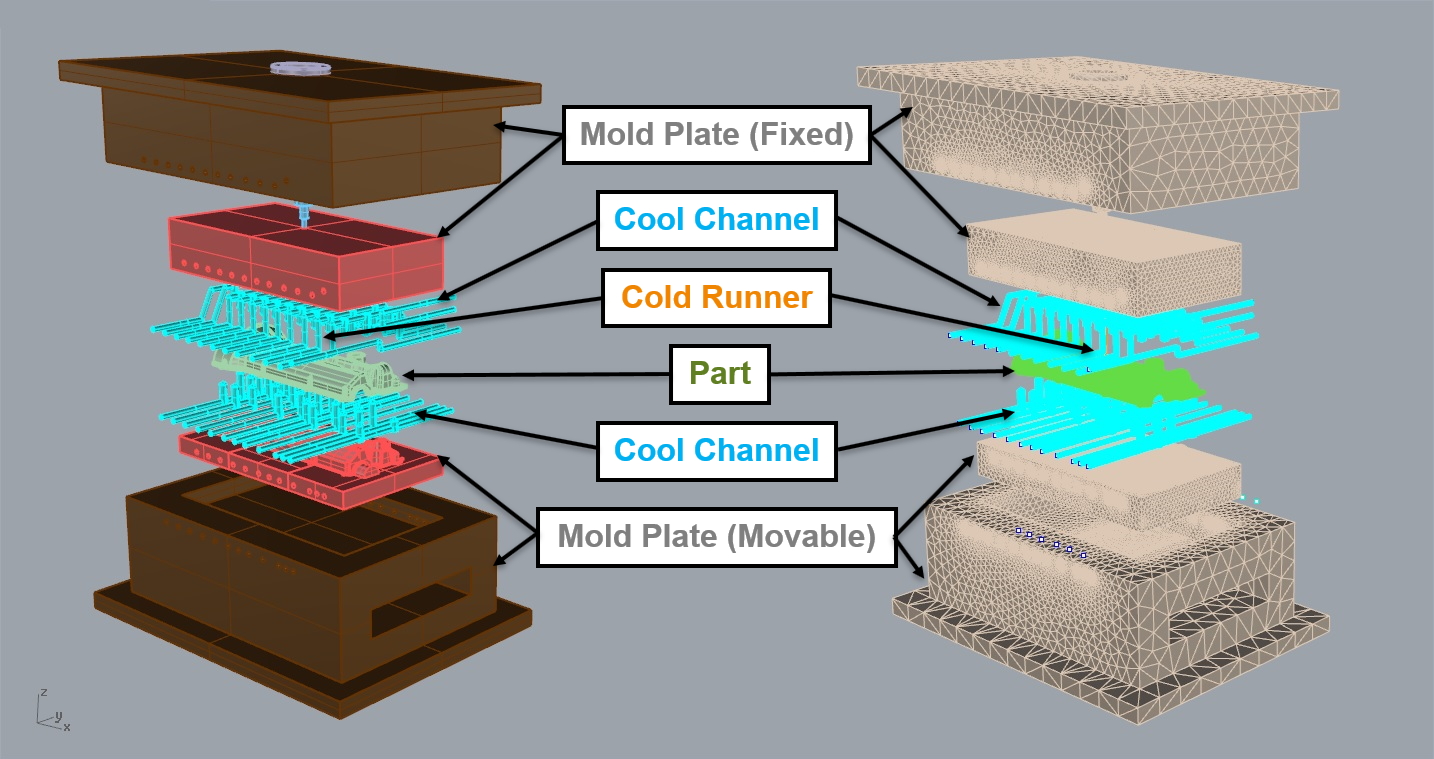
步驟一:準備一個網格模型,將模座分為可動側與不可動側,並且設定其屬性為模板(可動側/不可動側)。
註:將此網格設定支援非匹配網格
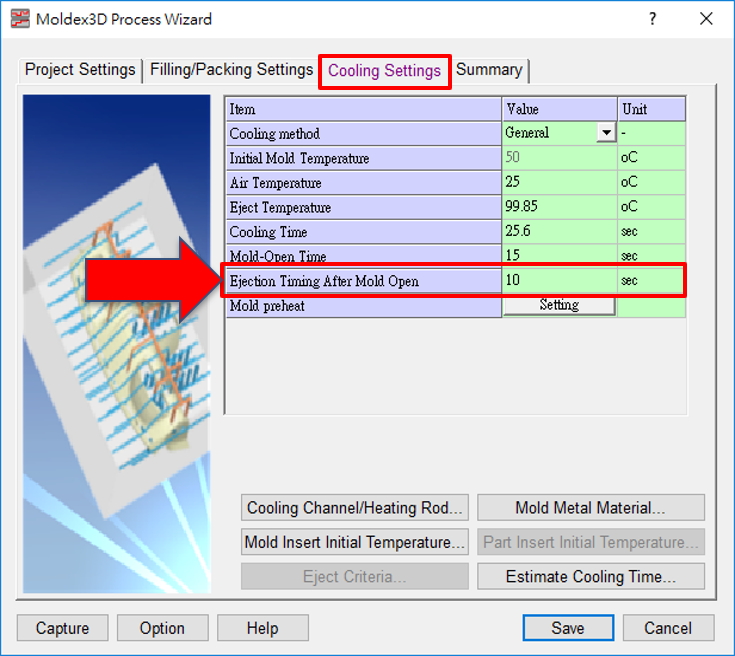
步驟二:打開成型條件精靈。在冷卻設定中,設定開模後至頂出時間,且這個時間必須小於開模時間。
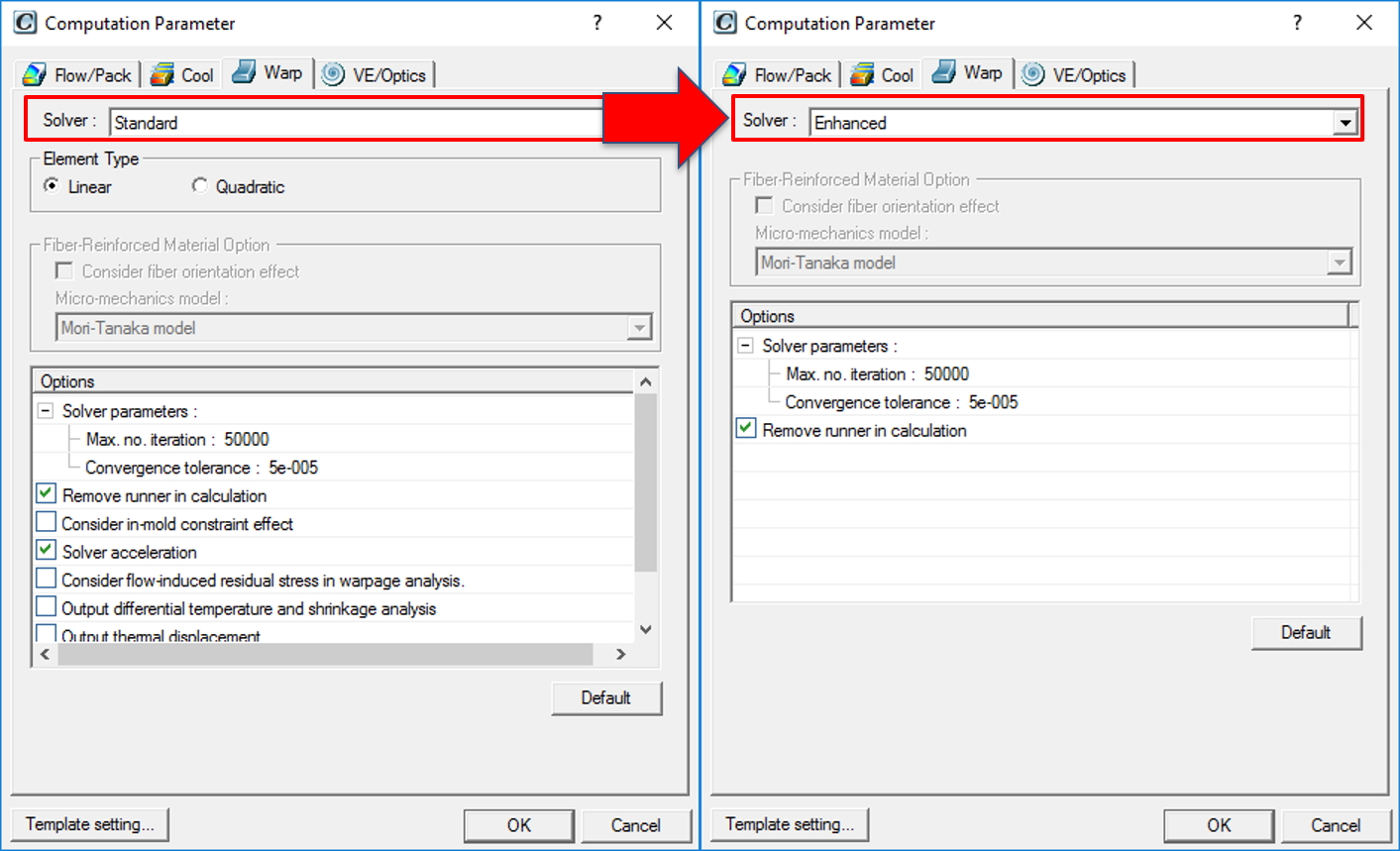
步驟三:開啟計算參數,在翹曲的頁籤中,翹曲的求解器必須選擇強化版(讓翹曲模擬也考慮此影響)。
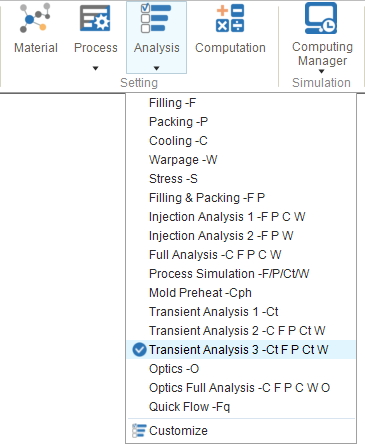
步驟四:在分析順序中,分析順序必須要使用暫態分析3-Ct F P Ct W。.
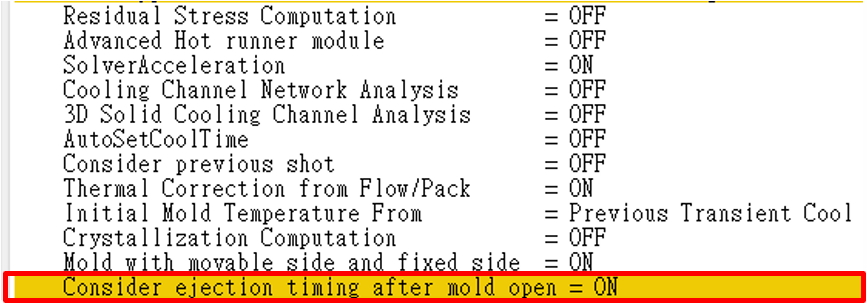
註:使用者可以藉由檢查冷卻的紀錄檔(*.lgc),檢查此設定是否有正確被開啟。
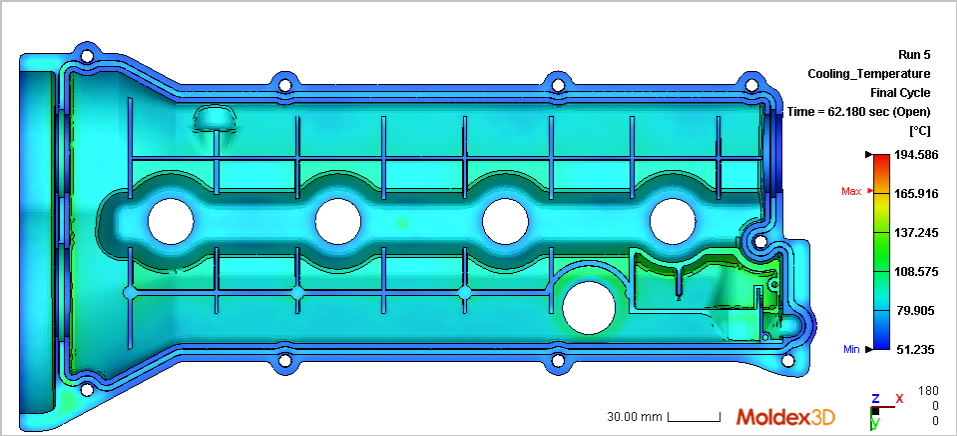
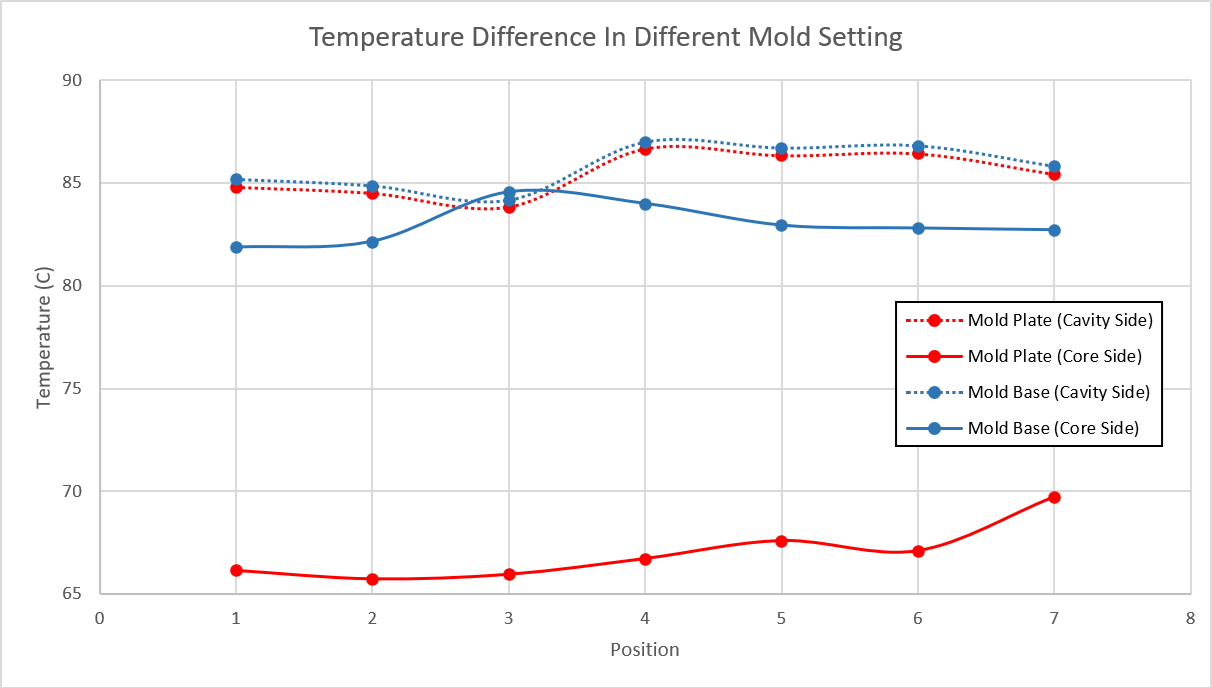
2. 結果
在冷卻結果中,由於在公/母模側的接觸條件不同,使得公模側與的溫度與母模側的溫度差異較大。量測公/母模側之間的溫度並比較有/無考慮延遲頂出效應的差別,則會明顯看到有設定延遲頂出的組別,公/母模溫差異達到20.4 ;未考慮延遲頂出的組別,公/母模溫差則僅有2.8 。
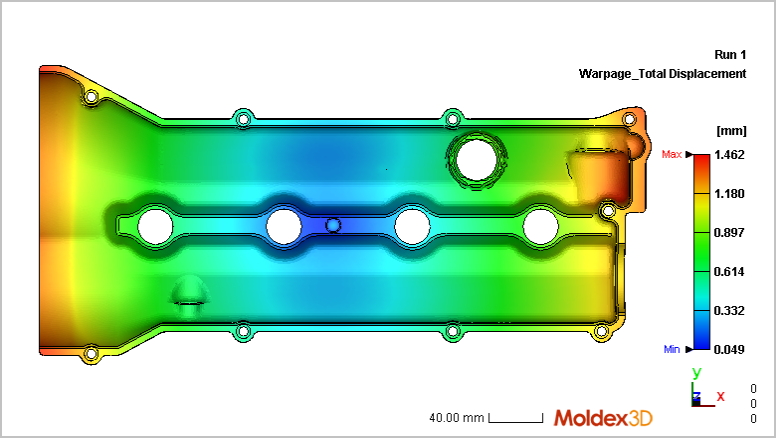
翹曲同樣受到溫度差異的影響而有所改變,有/無考慮延遲頂出的兩個組別翹曲差異達到11.6%。
| 考慮延遲頂出造成不同的冷卻效應 | 未考慮延遲頂出造成的不同冷卻效應 | |
| 母模側溫度 | 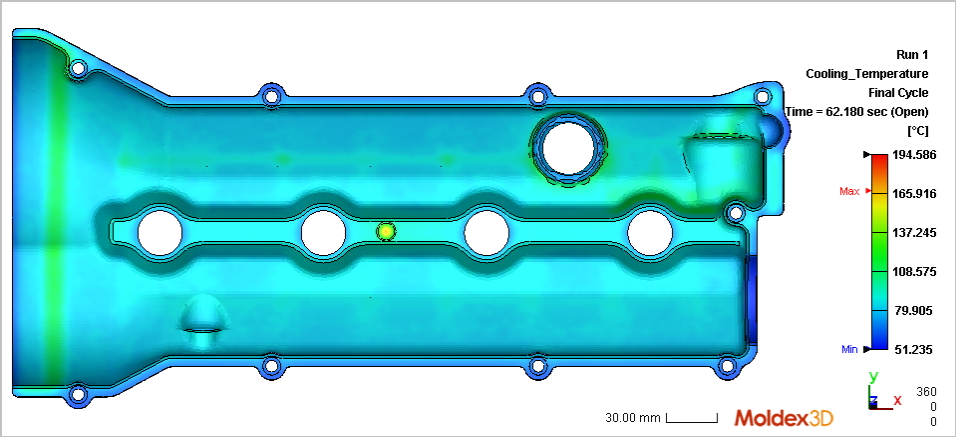 |
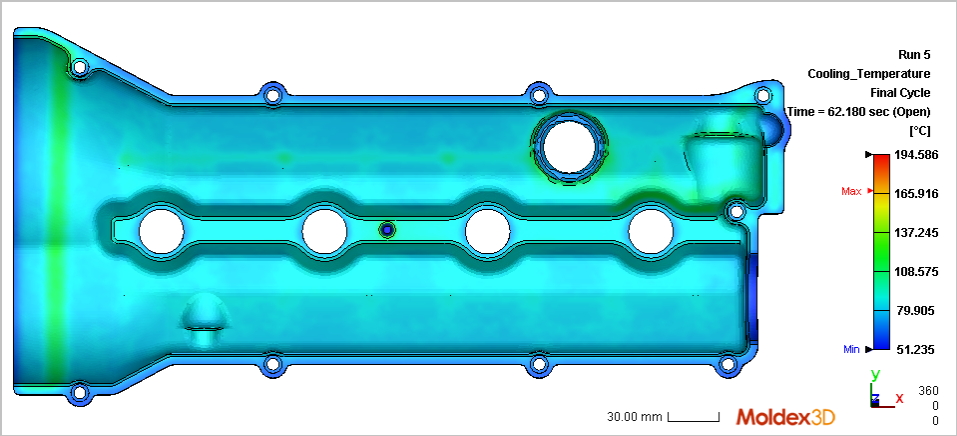 |
| 公模側溫度 | 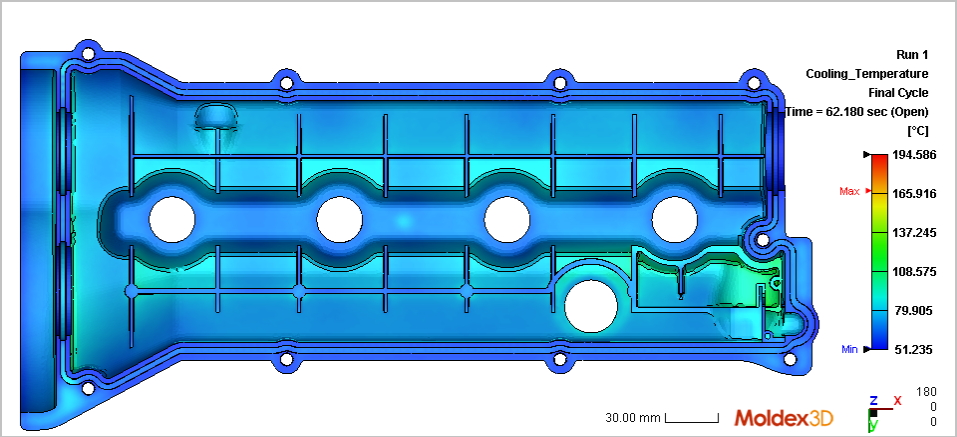 |
 |
| 考慮延遲頂出造成的不同冷卻效應 | 未考慮延遲頂出造成的不同冷卻效應 |
 |
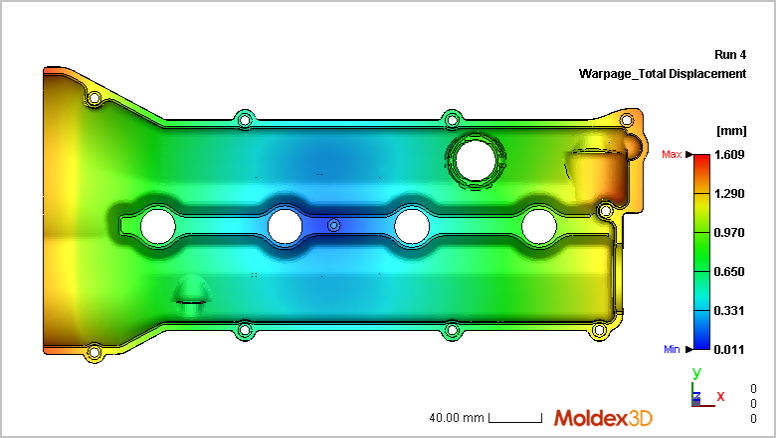 |
| 總位移:1.413 mm | 總位移:1.598 mm |