|
科盛科技技術支援處 工程師 葉承杰 |
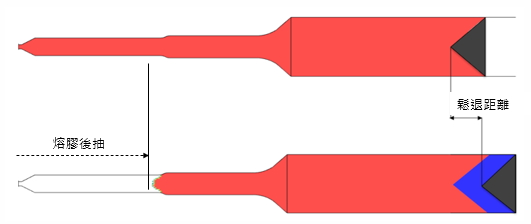
後鬆退為計量完成之後螺桿不旋轉、單純後退的動作。由於螺桿沒有旋轉,故不會有額外的熔膠被帶到噴嘴與料管前端。其過程如下圖所示,鬆退之後料管將產生藍色部份的空間,此時噴嘴尖端處的熔膠會被往後抽,同時壓力下降,導致熔膠比容上升、體積變大,佔據掉螺桿後退後增加出來的部份空間。
現在Moldex3D充填階段的模擬,已可將後鬆退行為納入料管壓縮分析中,如此一來就能完整考慮到鬆退時噴嘴塑料區內部的熔膠回抽行為與狀態變化,更準確地預測熔膠充填時間、螺桿位置與注射量。
操作流程
條件限制
- 僅支援射出成型(IM)製程類型。
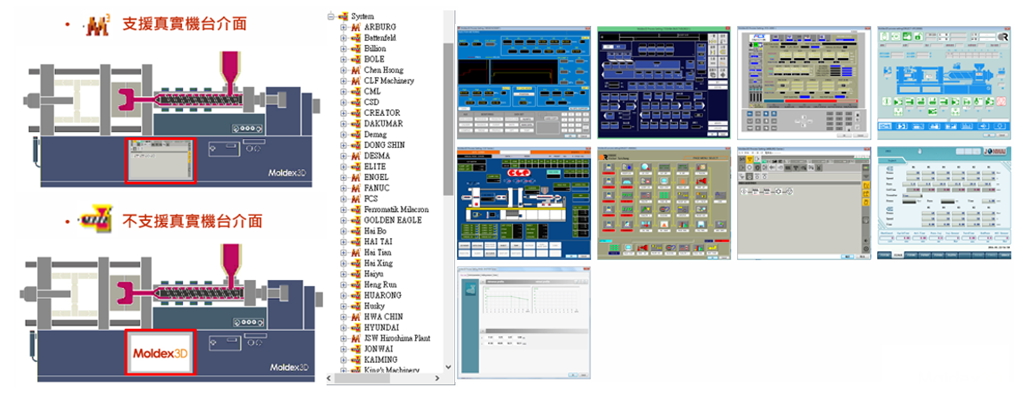
- 僅支援透過機台模式內的真實機台介面進行鬆退參數設定。
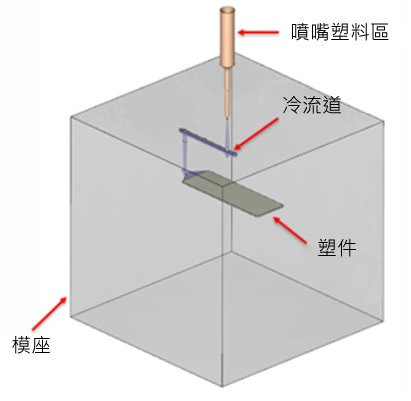
- 噴嘴與料管需設定為「噴嘴塑料區」屬性。
- 含「熱流道」屬性的模型,不支援回抽模擬。
步驟1:前處理準備
開啟Moldex3D Studio (2021) 後,建立或匯入含有塑件、冷流道、冷卻系統和噴嘴塑料區的網格。
步驟2:機台模式設定與選擇機台
開啟成型條件後選擇「機台模式」,並於機台設定中選擇新增後於機台資料庫中選擇射出機台。
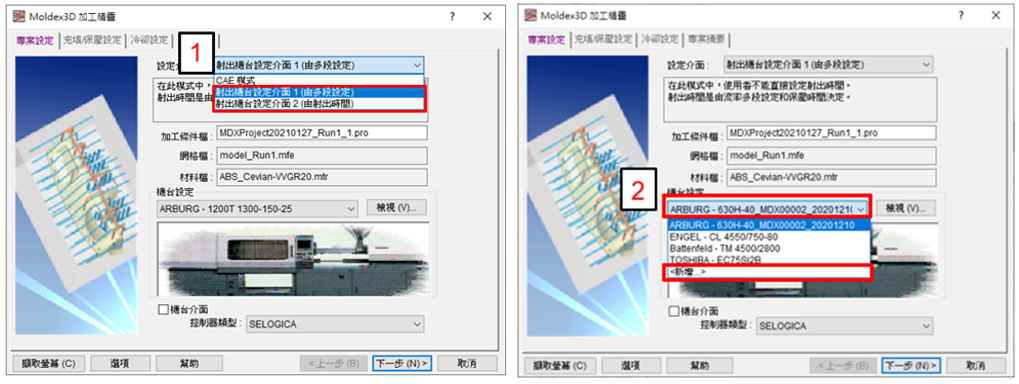
註:選擇機台時須注意是否支援真實機台介面(目前支援20台以上的真實機台介面)。
步驟3:後鬆退設定
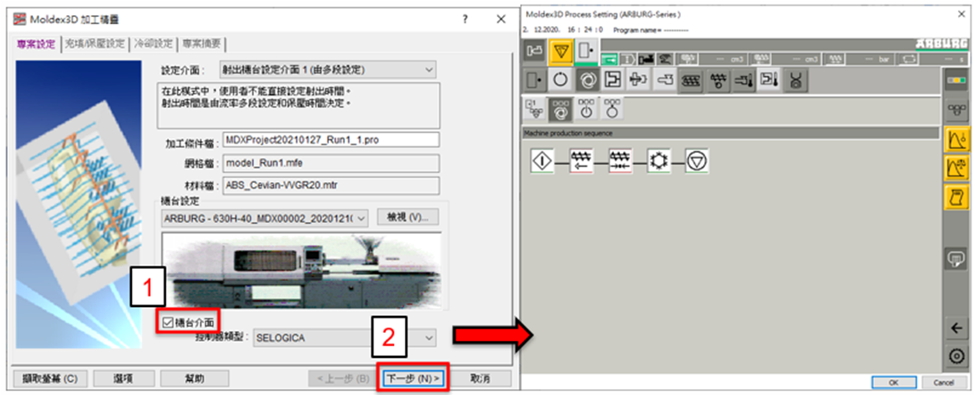
1. 選擇支援機台介面的射出機後,需勾選「機台介面」並選擇控制器類型;接著點選「下一步」即可顯示真實機台介面。
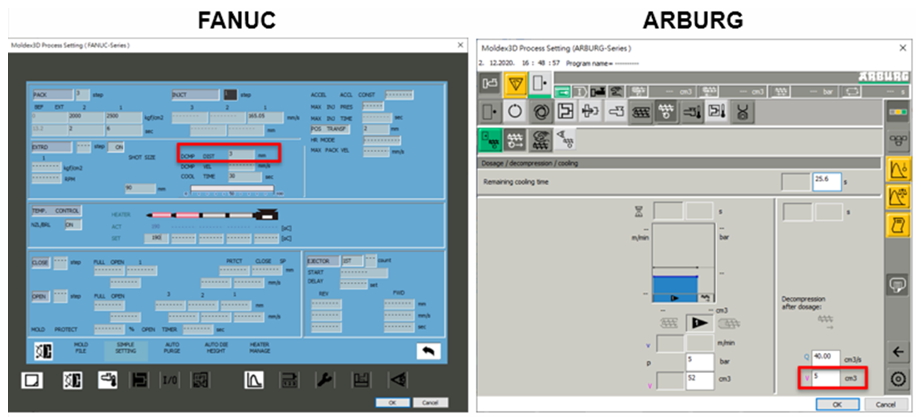
2. 於機台介面中找到「後鬆退」並輸入鬆退距離或體積。
步驟 4:結果比較
1. 螺桿位置與射壓
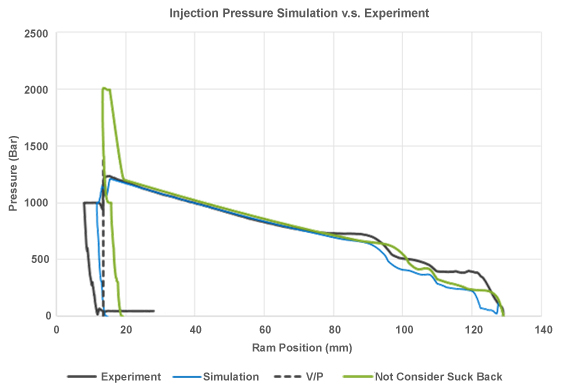
如下圖所示,綠線為不考慮熔膠後抽的模擬結果,由於模具提早充滿,使得射壓瞬間升高,螺桿卻尚未達到VP切換點。藍線為考慮鬆退行為,其壓力與VP位置之結果可以更接近實驗值。
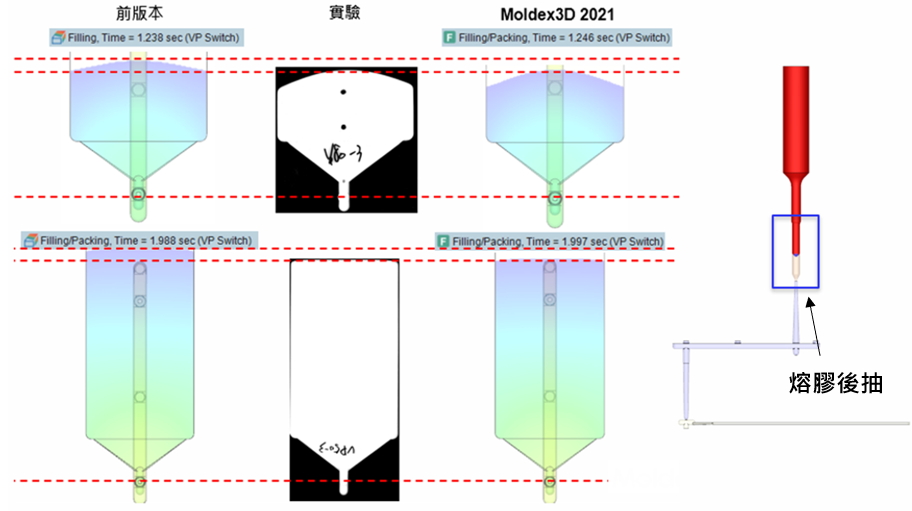
2. 流動波前時間
若將模擬結果與實驗比較,當螺桿VP位置到達80mm與50mm時,也可觀察到模擬有考慮鬆退熔膠後抽之行為時,其波前位置可更接近實驗值。