
閥式澆口是熱流道系統中的一個重要元件。關閉控制閥可避免熔膠進入模穴,因此能準確地控制熔膠進入模穴的時機。這項特性相當重要,尤其對於多澆口系統,當流動波前通過熱澆道後才開啟控制閥,就可以預防縫合線問題。此外,適當使用閥式澆口也可幫助使用者降低壓力分布不均而產生的熔膠密度變化,以避免應力痕或陰陽面等表面缺陷。
Moldex3D讓使用者能夠自由地針對閥式澆口的特定條件作設定,例如可依據時間、流動波前、螺桿位置來設定控制閥的開啟或關閉。除此之外,Moldex3D閥式澆口控制功能不僅支援充填階段的模擬,也支援在保壓階段時,為了平衡模穴壓力而進行的澆口開關動作。
使用Moldex3D Designer製作網格模型 以進行閥式澆口控制分析
步驟1 在Designer先準備一個熱流道系統模型,然後使用下表中兩種方式指定閥式澆口的控制閥編號。
註:在Moldex3D Mesh中,控制閥編號只能在熱流道實體網格屬性設置中指定,因此使用者必須先完成熱流道實體網格的生成。
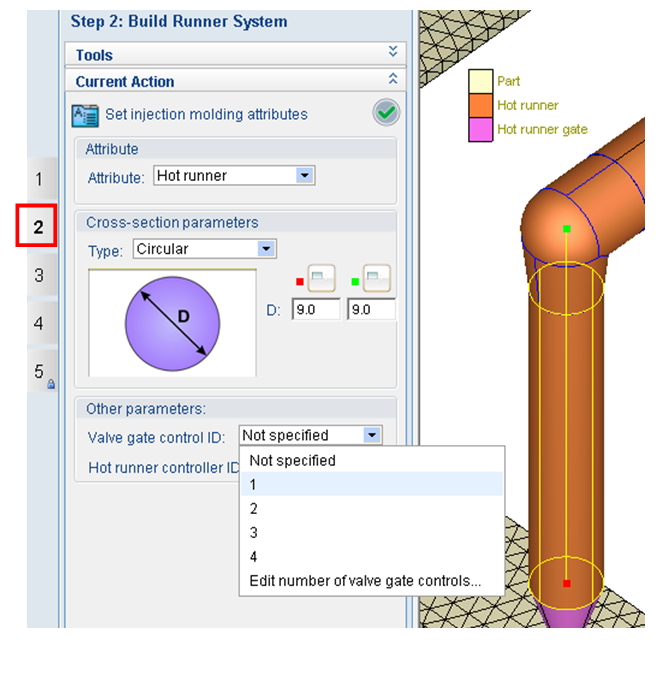
在下圖步驟 2 (實體網格生成前)
在設定熱流道屬性介面,設定控制閥編號。
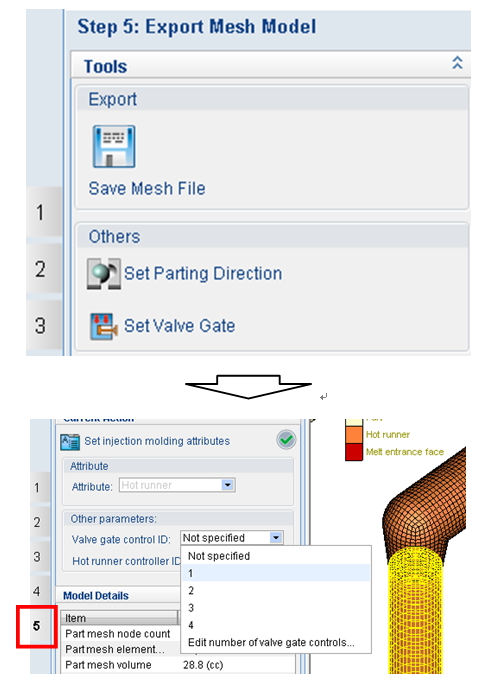
在下圖步驟 5 (實體網格生成後)
1. 選取設定控制閥編號(Set Valve Gate)
2. 設定控制閥編號
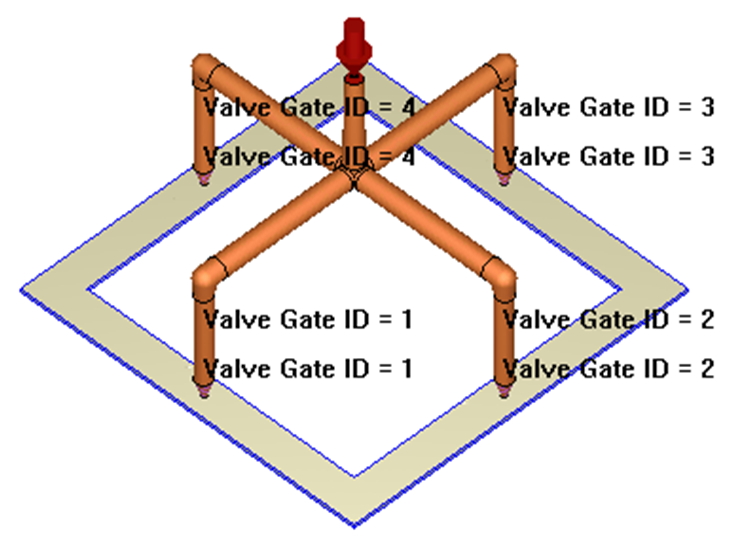
註:對於這兩個類別,建議使用者為整個熱流道設置控制閥來控制編號,而不只是設定在熱流道的針點澆口。最終的網格模型如下圖所示。
設定控制閥分析Moldex3D專案
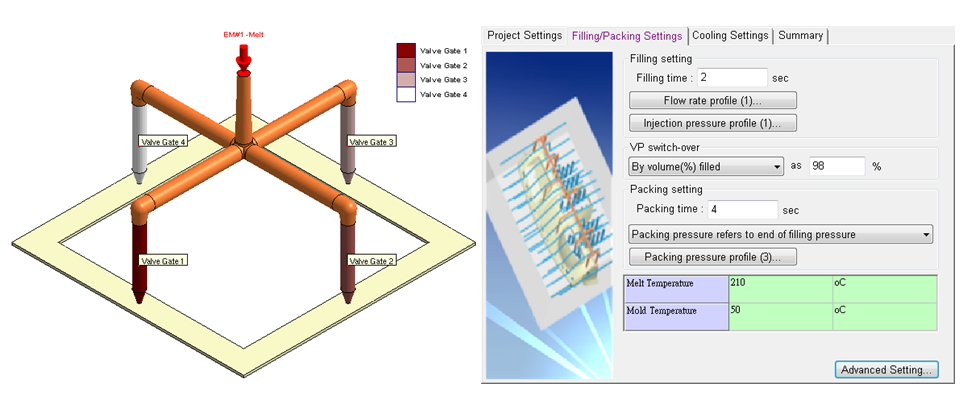
步驟 2 在專案中建立新專案以進行分析,接著匯入網格模型,並進行一般預設分析設定。在控制閥設定部分,點選充填/保壓設定選項中的進階設定,再進到閥式澆口控制選項。
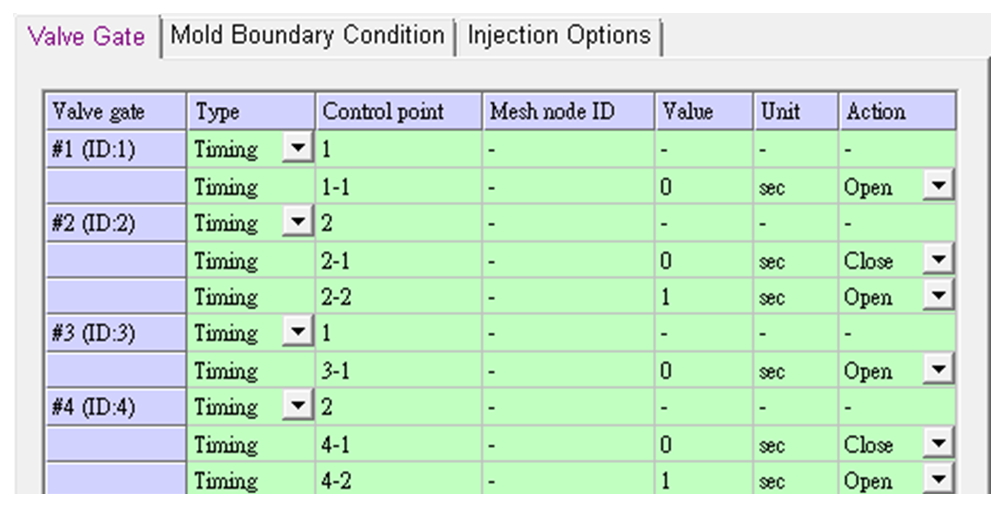
步驟 3設定每個控制閥將分別執行多少動作,並指定要在達到控制點時進行控制閥打開或關閉的動作。為了顯現不同的控制設定,須使用三個不同的控制選項,來改變每一個控制閥的開啟和關閉之驅動類型:依時間、依流動波前到達、以及依螺桿位置。
註:注意控制閥編號,以確保控制閥會按照設定動作進行,單一控制閥只能用單一開啟及關閉的類型選項。
定時控制:
- 設定數值(單位:秒)來表示執行動作的時間。
註:請注意如果充填時間和保壓時間對應到控制閥的時間值時,可以在充填和保壓階段執行動作;保壓階段的控制只能在使用定時類型時設定。
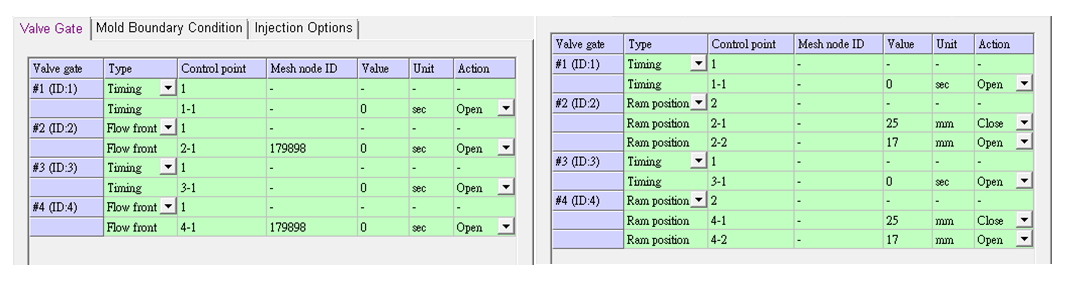
流動波前控制 :
- 設置網格節點編號,來表示何時執行操作。
註:這裡意指控制閥將在熔膠前端到達某些網格節點後執行動作,而節點編號可以使用功能選擇來獲得。
- 設定數值(單位:秒)來表示執行動作時的延遲時間。
註:這裡指的時間值(延遲時間) 不同於定時控制中的時間值 (啟動時間)。
螺桿位置控制:
- 這個功能只能在機台模式 (1 & 2) 中使用,不適用於CAE模式。
設定數值(單位:毫米)來表示執行時的螺桿位置。
註:使用者必須熟悉螺桿位置與充填百分比或行程時間之間的關係。
Moldex3D專案中控制閥的執行分析和結果說明
步驟 4 依序執行充填與保壓分析,並用分析結果來確認成型的表現,例如縫合線位置、流動平衡、壓力變化。
控制閥 2 和 4 在充填時間 1 秒(或等同 50% 的充填進度,因為充填時間設定為 2 秒)打開。
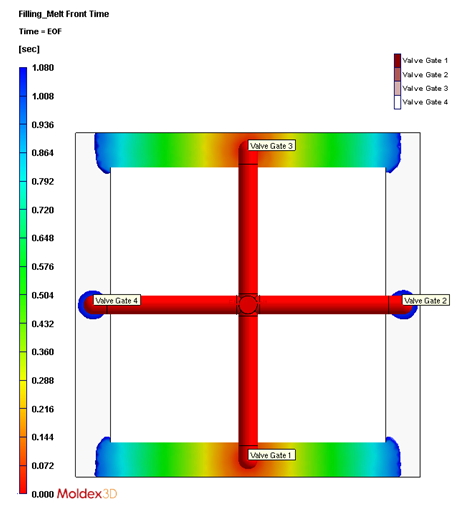 50% 充填進度 (定時控制案例)
50% 充填進度 (定時控制案例)
在90%的填充進度,可以看到熔膠波前將會合。
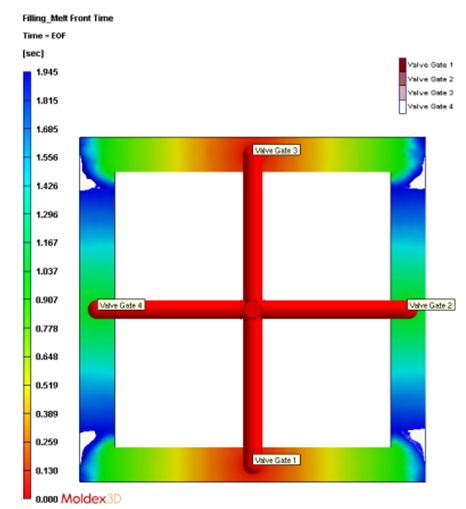 90% 充填進度 (定時控制案例)
90% 充填進度 (定時控制案例)
在熔膠波前抵達對應的網格點後,控制閥 2 和 4 才打開。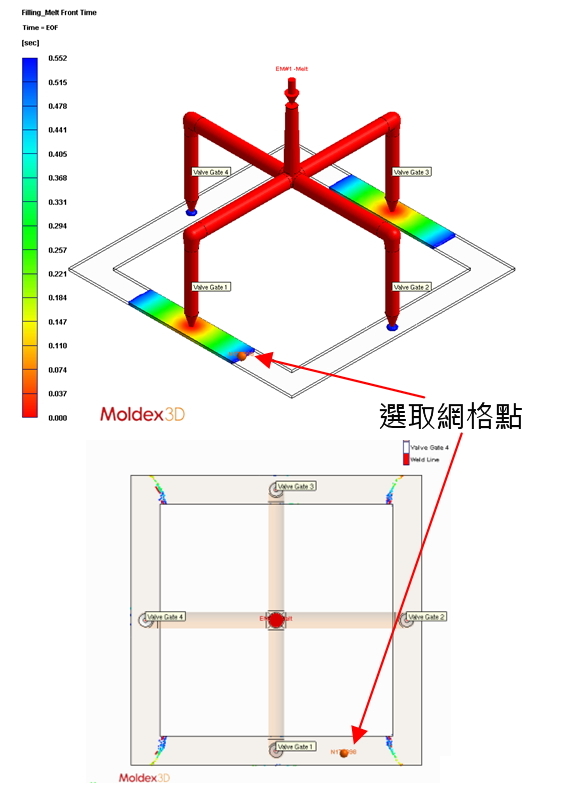 27% 充填進度 (流動波前控制案例)
27% 充填進度 (流動波前控制案例)
在螺桿位置到達17 mm後,控制閥 2 和 4 才打開。
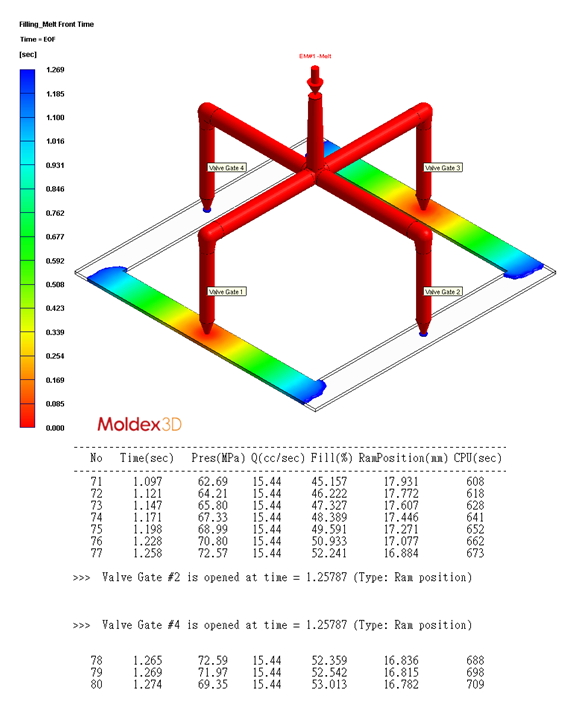 17-mm 螺桿位置 (螺桿位置控制案例)
17-mm 螺桿位置 (螺桿位置控制案例)
此外,下圖為以上提到的情況下,所對應的流量圖:
澆口流量均勻地分佈在四個澆口處,直到充填結束;因為四個澆口同時從充填開始打開控制閥直到結束充填。
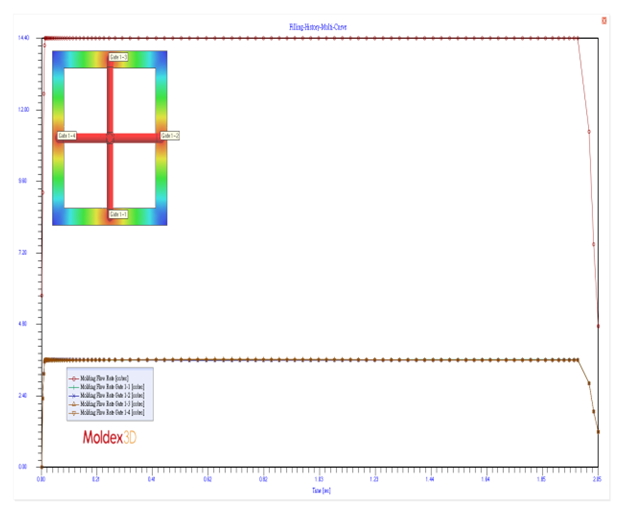 無控制閥配置
無控制閥配置
澆口流量均勻分配在控制閥(1和3),在充填進行到一半時,這兩邊的流量會減少到幾乎為零,而此時大部分的流量會轉移到控制閥(2和4)。會產生這樣的情形,是因為在控制閥(1和3)有之前所流入的熔膠,所以會有較高的流動阻力,而在控制閥(2和4)因為之前沒有熔膠,所以流動阻力相對較小,來自澆口的熔膠傾向於流往較小阻力的控制閥處,直到充填結束。
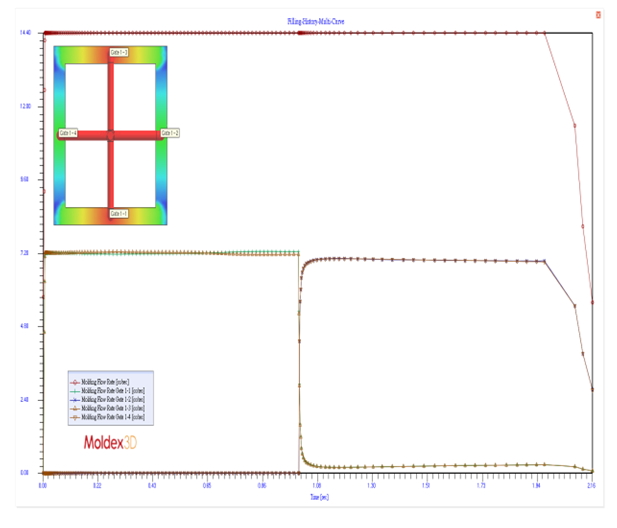 有控制閥配置
有控制閥配置
使用閥澆控制分析的延伸應用
- 改善縫合線位置或消除縫合線
以上提到的三個範例中,已分享改善的關鍵程序(當縫合線的發生是不可避免的時候)。 - 改善流動密度
除了縫合線的問題之外,適當的控制閥也可以改善流動密度問題,使得熔膠密度可更加均勻,減少陰陽面的缺陷發生。