
本文改寫自 smart-molding.com
在進行模流分析時,必須了解模擬參數和實際射出設定之間的區別,並正確設定製程參數。如此一來,在預測產品缺陷和分析廢料原因時,才能夠適當地解讀模擬結果。以下將以Moldex3D模流分析軟體解說如何進行熱塑性塑膠射出成型設定的製程模擬設定。
Moldex3D製程精靈
使用者可在Moldex3D製程精靈中,透過數種不同的方式來定義射出成型的製程設定(圖一)。
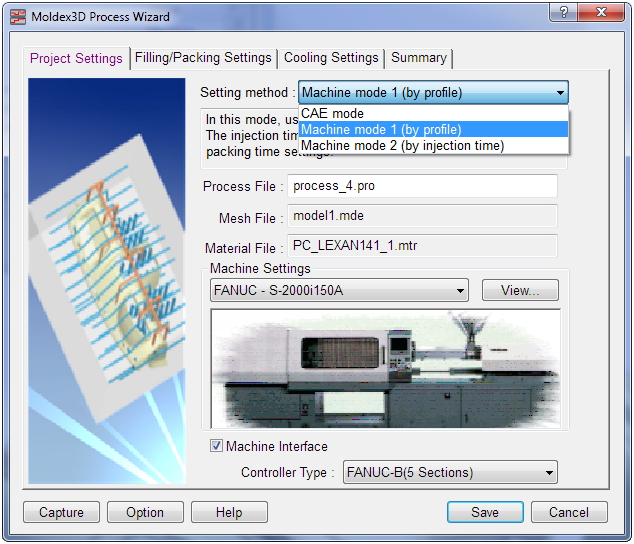 圖一 Moldex3D製程精靈
圖一 Moldex3D製程精靈
完整成型週期之製程設定
以下將分為七大項目說明模擬時最關鍵的製程條件參數設定。
1. 射出速度多段設定
體積流率是熱塑性射出成型中很重要的一項製程設定。流率會影響到成型產品的外觀、分層結構、配向性、殘留應力、體積收縮、機械結構等品質特性。過高或過低的流率都會導致不穩定的充填狀態和其他問題。製程精靈設定流率的方式與射出機台相同,都是以逐步或線性多段設定進行(圖二)。Moldex3D可以自動考慮射出過程時加熱料筒中的熔膠壓縮狀況。
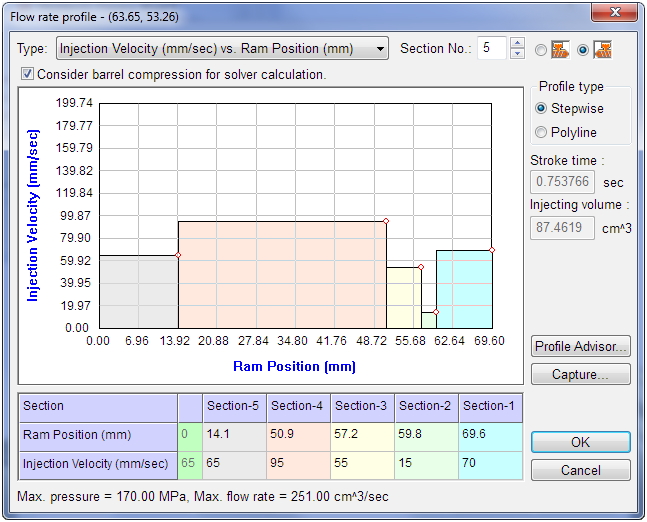 圖二 流率多段設定
圖二 流率多段設定
2. 射出壓力
在實際射出及模擬環境中,射出壓力都是多段設定。在射出階段,一般的製程設定(在沒有流動不穩定且模穴中未出現氣泡的情況下),波前熔膠壓力等於大氣壓力;最大射出壓力則等於流動路徑中的壓力降。最大射出壓力對於流率的關係(在大範圍的流率下),壓力最小值者為最佳(圖三)。
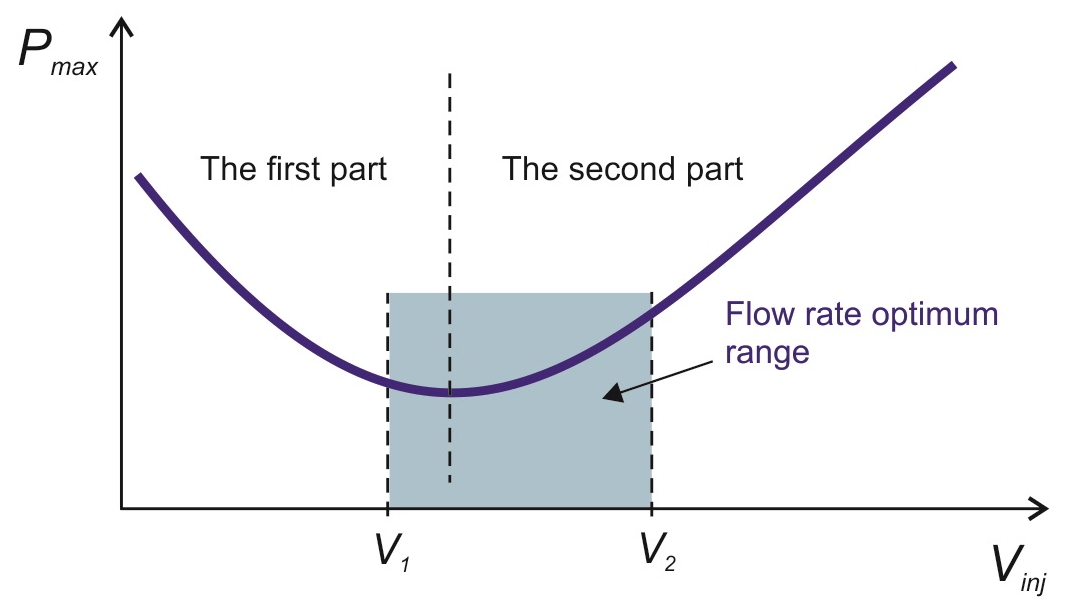 圖三 最大射出壓力(Pmax)與體積射出流率(Vinj),壓力下降(第一射)及壓力升高(第二射)之間隔。
圖三 最大射出壓力(Pmax)與體積射出流率(Vinj),壓力下降(第一射)及壓力升高(第二射)之間隔。
V1到V2之間是流率最最佳的範圍
3. 熔膠溫度
預設之熔膠溫度相當於熱塑性材料製造者所建議的溫度,通常等於熔膠溫度範圍的平均值。圖四呈現射出過程中模穴入口熔膠溫度及最大壓力之相關性之成型問題。降低最大射出壓力或熔膠溫度,將造成短射;而相對的,提高最大射出壓力將導致毛邊,原因是模穴內平均壓力升高。
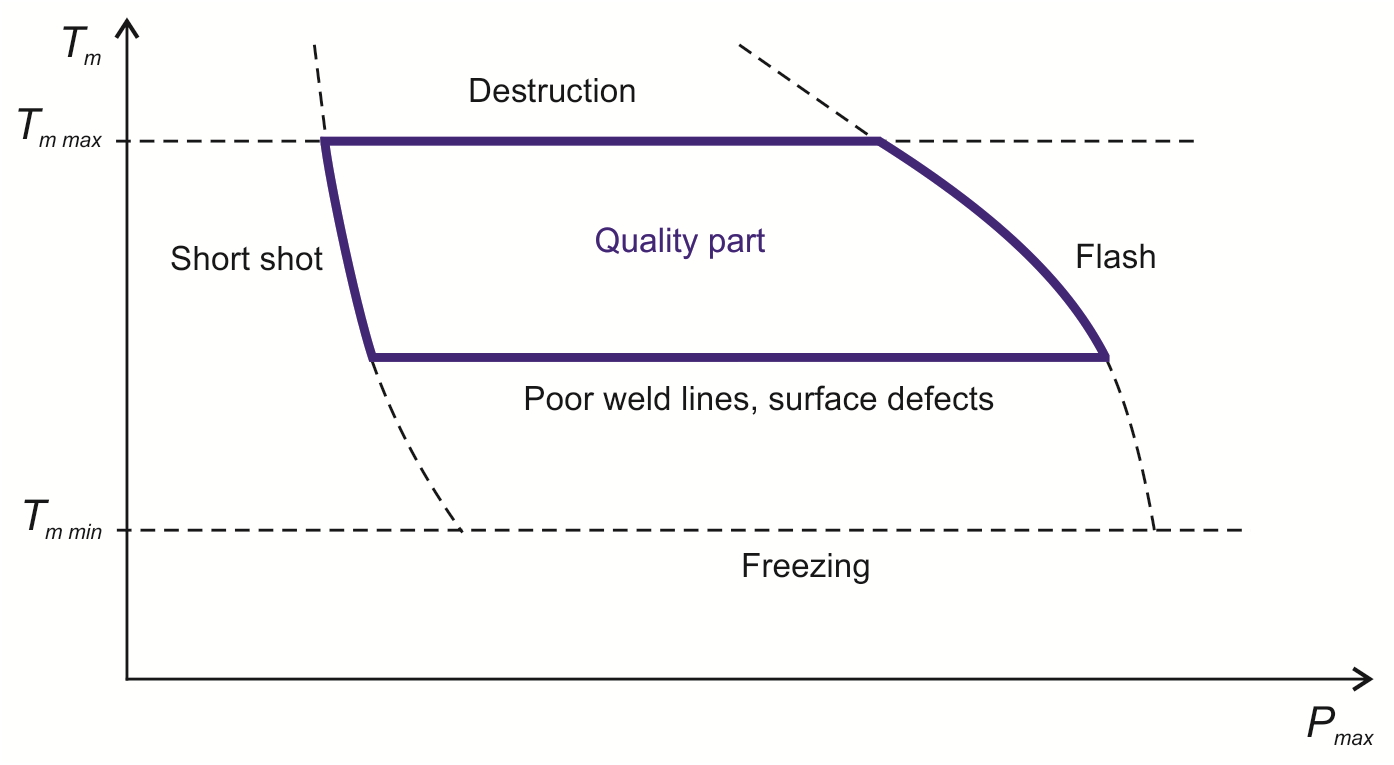 圖四 熔膠溫度(Tm)與最大射出壓力(Pmax),以及典型的射出問題
圖四 熔膠溫度(Tm)與最大射出壓力(Pmax),以及典型的射出問題
4. 保壓壓力多段設定
在實際射出機台及模擬分析中,保壓階段的壓力多段設定都是逐步或線性時間(圖五)。每個步驟的保壓壓力可設定為絕對值或相對值(相對於最大保壓壓力)。
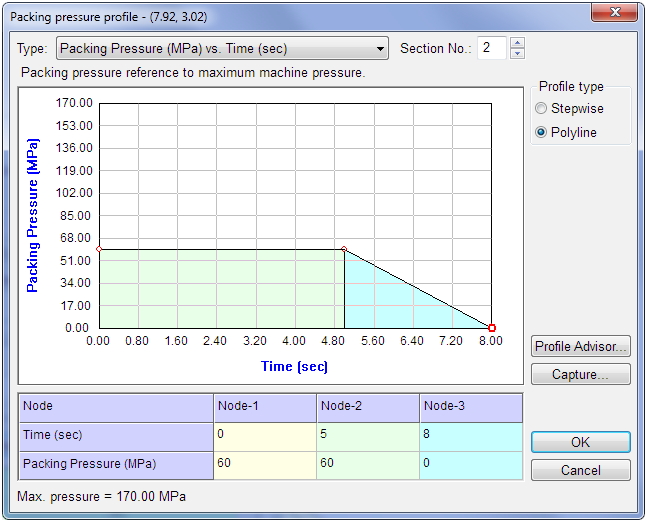 圖五 在保壓壓力多段設定中,設定線性壓力降
圖五 在保壓壓力多段設定中,設定線性壓力降
在切換至壓力控制模式後,原始保壓壓力決定了充填階段時模穴中的熔膠流率。當大型薄件產品的原始保壓壓力過低時,會導致流動波前冷卻,而造成高殘留應力、表面缺陷等問題。過高的原始保壓壓力則會使充填結束後的熔膠流率升高,也可能造成高殘留應力等問題。圖六顯示保壓時間-保壓壓力關係圖及典型的保壓相關問題。
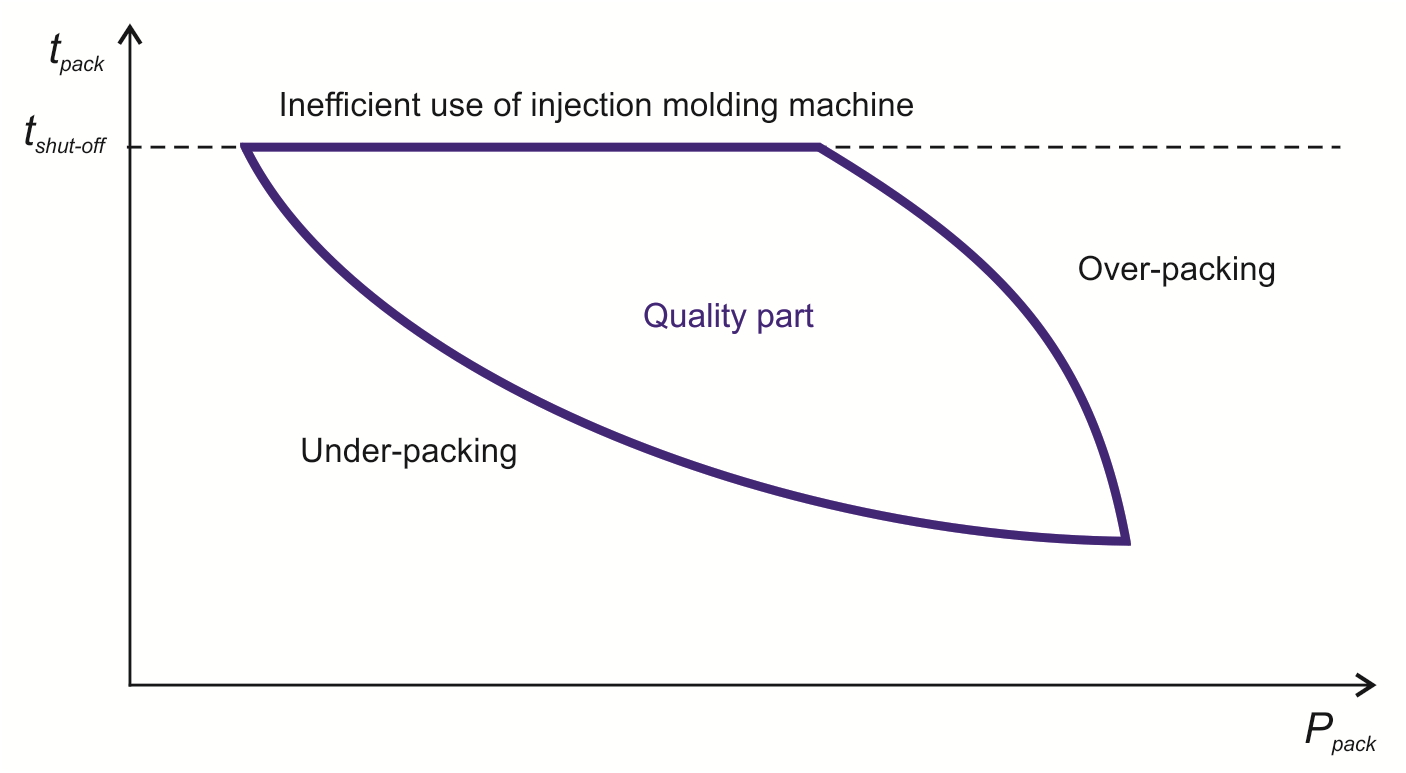 圖六 保壓時間(tpack)與保壓壓力(Ppack)關係圖及保壓問題
圖六 保壓時間(tpack)與保壓壓力(Ppack)關係圖及保壓問題
5. 保壓時間
保壓時間一般都設定為比模穴從加熱料管脫落時間略長。使用者可決定自動或手動設定保壓時間,方法包括: 產品重量變化隨時間趨於平穩, 澆口流率快速下降…等等。
6. 模溫
以在Moldex3D模擬中的冷卻系統條件設定上,最簡單的模擬冷卻成型方法,即為設定均勻的模溫。若使用者在模擬模具冷卻過程時有考慮冷卻水路設計,則製程設定將會涵蓋冷卻液溫度、流率等條件進行模具溫度調節(圖七)。設定冷卻水路流率目的,是為了確保水路中形成紊流(建議雷諾數為5,000至10,000)。
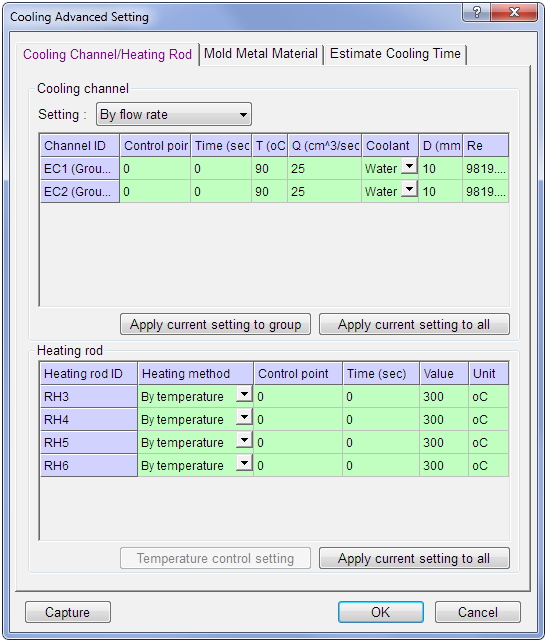 圖七 冷卻水路和熱澆道系統之製程設定
圖七 冷卻水路和熱澆道系統之製程設定
7. 冷卻時間
一般來說,使用者設定冷卻時間目的,是為了確保成型產品能冷卻至所需的射出溫度。產品若過早從模具中脫離,將導致翹曲。但使用者可以在產品剛性足夠的情況下(高彈性係數的熱塑性材料產品),不用等待內部完全固化,就將肉厚物件從模具中移除。除非是當產品有高尺寸精確度需求時,是一大例外。冷卻時間增加,會降低產品翹曲(多虧了應力釋放),但同時也會降低射出機器的性能,使週期拉長。
優化製程設定
Moldex3D提供多種方式讓使用者能夠優化射出製程設定。若要快速評估,使用者可在加工精靈中點擊自動多段設定(圖二及圖五),自動計算並決定流率和保壓壓力多段設定。透過這些演算法,可從先前的模擬中,輸入同一模具和同熱塑性材料的分析結果資料。
Moldex3D專家模組更提供了不同製程設定的評估,及其對製程造成的影響,並可藉由實驗設計法找到最佳的射出成型參數。這些功能讓使用者再進行製程參數評估時,提供了非常務實且強大的幫助。