

- 客戶: 中原大學
- 產業: 學術
- 解決方案: Moldex3D eDesign
- 地區: 台灣
大綱
塑膠射出成型雖然可以快速且大量生產,但因製程引起的翹曲缺陷卻難以輕易獲得解決。此研究透過產品的肉厚設計(平板 vs. 40%突變厚度平板),以及溫度參數(30°C、45°C及60°C)的變化來觀察各組合對於翹曲的影響。這份研究結果可以解決收縮翹曲問題,建立肉厚減薄的設計規範供產業界應用。
挑戰
隨著產品設計愈趨複雜,產品肉厚對於收縮翹曲的影響性非常大,這類缺陷對於產品良率有直接影響,常常會造成產品尺寸不精確或是裝配不全的問題。此外,影響翹曲的因子相當眾多,例如:溫度、肉厚均勻性、殘留應力以及冷卻時間…等,必須透過適當的控制和設計才能成功生產符合標準的產品。
案例研究
以往為解決產品翹曲,通常都是透過調整製程參數;但假如在產品設計端的設計有超過規範時,單靠製程參數要解決務問題則是相對困難。為了要有效解決及控制翹曲問題,本研究使用創新的突變肉厚設計搭配溫度控制來改善翹曲問題,希望此種方法可建立起設計規範,並實際應用於產業界。
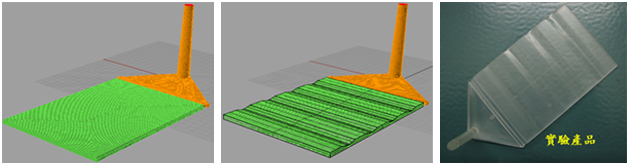
為了解產品肉厚設計以及溫度對於翹曲的影響,此研究在實驗和分析產品部分設計一長方平板與一單邊突變厚度(40%)的平板搭配特殊設計的扇形澆口,以確保熔膠進行充填時可同時間達到相同位置。
 分析結果與實際產品
分析結果與實際產品
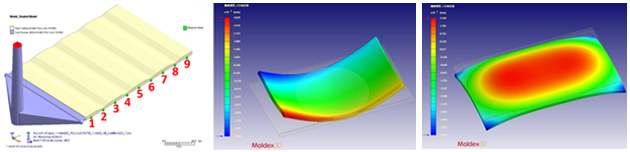
透過兩側不同溫度參數控制可使得平板以不同形式收縮造成翹曲,翹曲方向向上為U向下為反U字型,而在翹曲觀察點的部分,以長平板與澆口接觸點開始分為10等分,紀錄其每一點的翹曲位置。在分析的model上也設置9個與實驗測試點一樣位置的量測點,以幫助我們分析完成後可以快速地取得所需要的資訊。
 翹曲測量點與U型、反U型翹曲
翹曲測量點與U型、反U型翹曲
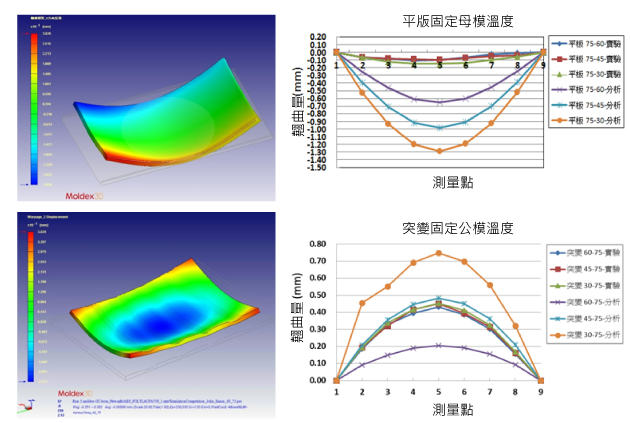
從Moldex3D的分析以及實驗結果中可發現,在固定公模溫度較高時(30-75°C, 45-75°C, 60-75°C),長平板以反U字型翹曲,而對於突變平板而言,反U字型的翹曲量更甚,其原因為突變平板在母模面的肉厚掏空造成收縮時體積較少,導致收縮時產品靠公模面的收縮較大。
而溫度變異方面可看出,雙邊溫度差越大對於產品翹曲影響越大。另一方面,在固定母模溫度較高時(75-30℃, 75-45℃, 75-60℃),長平板則以U字型翹曲,而其溫度條件對於變平板而言,則可以將翹曲量縮小,其原因在於肉厚單邊掏空造成往公模面的收縮也減小,達到抑制翹曲目的。因此,可以將肉厚剪薄之於模具溫度控制的觀念應用在3C產品背蓋上,達到在容許範圍內有效控制翹曲量的目的。
 長平板與突變平板翹曲結果
長平板與突變平板翹曲結果
Moldex3D分析結果可以驗證不同的溫度設定與產品肉厚,其控制因子對於產品的一定影響;其分析與實驗結果也相符合。因此,使用Moldex3D作為先期預測的模擬分析軟體來預測其流動和收縮翹曲的情況,以其結果來做後續實際開模則可省去許多測試成本。