
塑膠成型品的進澆口會依據產品的幾何形狀、材料特性和成型週期等因素,進行不同尺寸的澆口設計。由於在充填過程中並無法確切掌握澆口完全固化的時間,且在生產現場往往會因不同的成型參數條件變化下,也會造成澆口凝固時間的變動;進而使製程中的保壓時間難以確定,過長的保壓會延長週期時間、不足的保壓又會造成產品在後續冷卻體積收縮率過大,造成產品收縮不均形成翹曲或表面凹痕等缺陷。在Moldex3D分析中,針對軟體的計算參數選項中,提供能協助使用者評估澆口固化時間的結果,讓使用者作為設定保壓時間的參考,可較精確地在不同的澆口設計與成型參數下來設定保壓時間,確保週期,達成輔助提升產品品質之功效。相關之軟體執行步驟如下:
步驟一: 匯入完整的模型(如圖1),包含產品與流道系統。
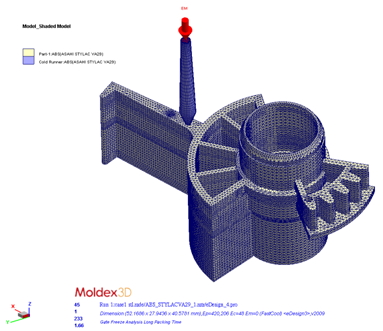
圖1 分析模型
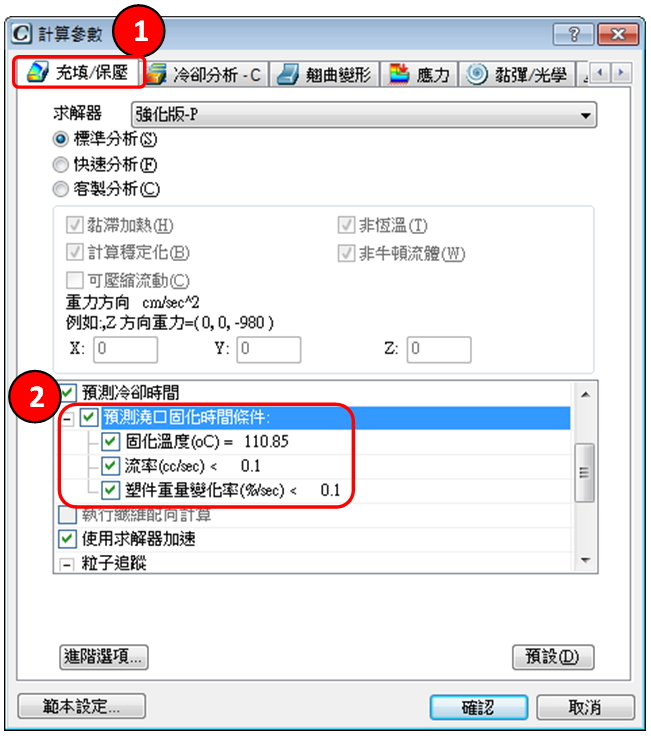
步驟二之一: 在依序選擇材料與成型參數後,進入計算參數頁面。

步驟二之二:在計算參數頁面下的”充填/保壓”項目中,先勾選“預測澆口固化時間條件”選項,在分析估算的評定標準有三個條件讓使用者選擇,條件都可以依照需求作數值上的調整。固化時間(oC)的定義是澆口截面都低於設定溫度(範例為110.85);流率(cc/sec)的定義是當熔膠經過澆口截面的值低於設定(範例為0.1);塑件重量變化率(%/sec)是整個產品重量增加或降低的幅度低於設定(範例為0.1)。設計者可以勾選1至3個選項。假設選擇3個條件選項,則表示分析計算時都須符合3個條件,才認定澆口已固化。
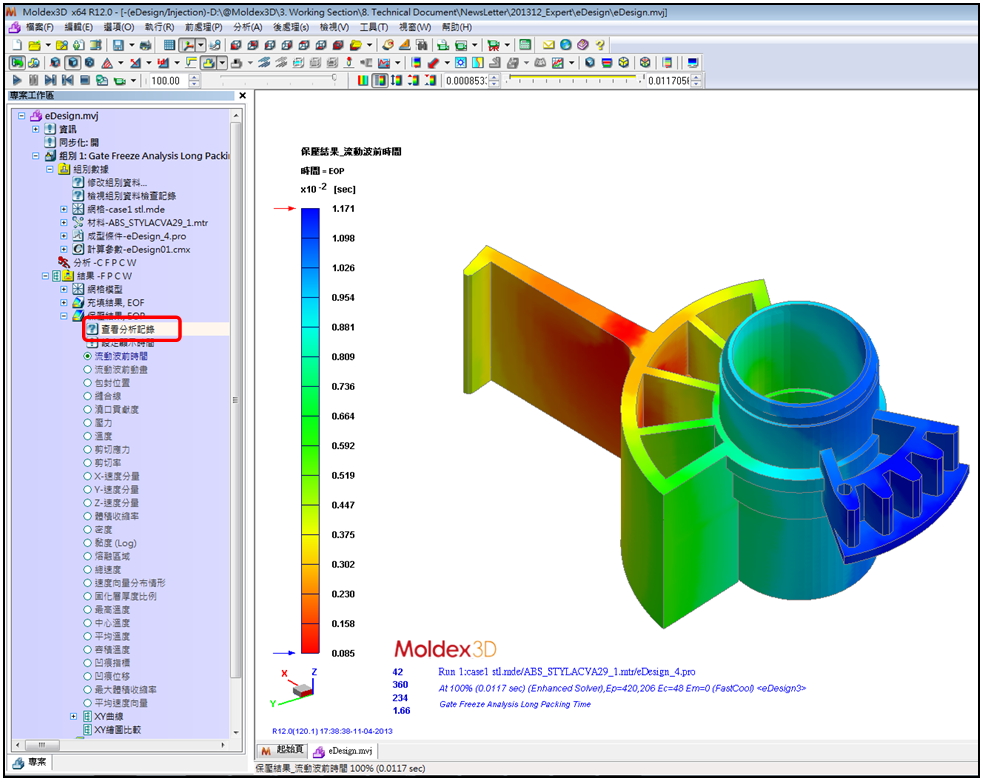
步驟三: 在分析結束後,開啟保壓分析結果中點選“查看分析記錄” ![]() 。
。
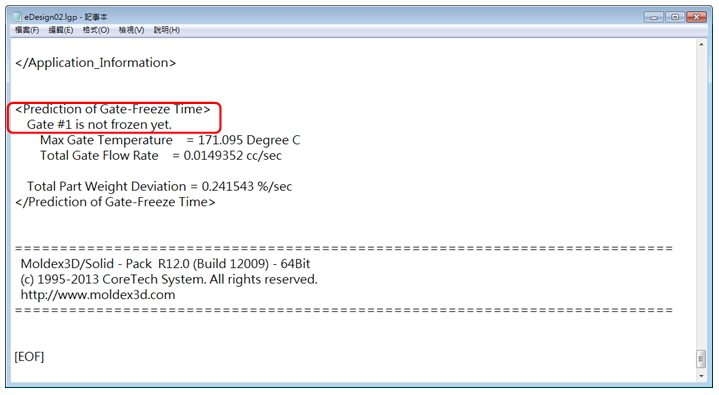
步驟四之一: 如果保壓時間過短,會出現如紅色框選處“Gate is not frozen yet”的提示,此時建議將保壓時間再延長。
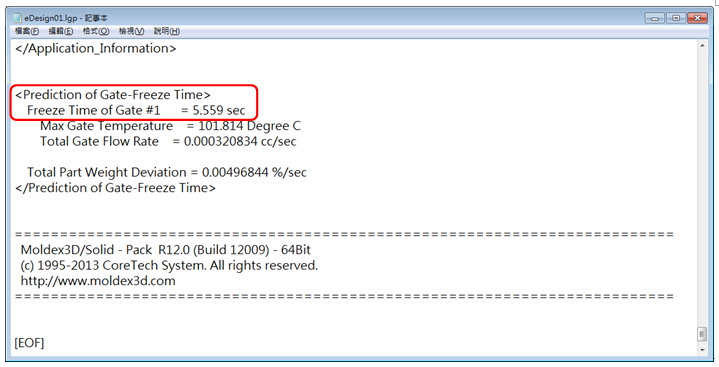
步驟四之二: 如果保壓時間足夠,會出現如紅色框選處“Freeze Time of Gate = 預測秒數”的提示,此範例估算值為5.559 sec。
※本功能也適用於多個進澆口設計,會針對各澆口凝固時間作估算。
步驟五: 將所有的成型條件都做相同的設計,比較保壓3秒與6秒時的差異,並以尺寸變形作為品質的比對。結果顯示,澆口已固化的產品尺寸精度會優於未固化者。
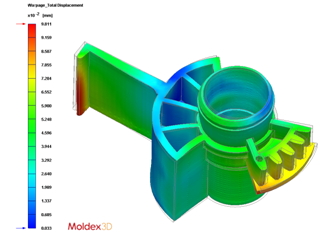 (a) 澆口未固化之總位移分析結果(保壓3秒),總位移0.033~9.811 (x10-2)mm
(a) 澆口未固化之總位移分析結果(保壓3秒),總位移0.033~9.811 (x10-2)mm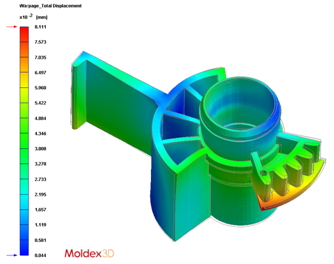 (b) 澆口已固化之總位移分析結果(保壓6秒),總位移0.044~8.111 (x10-2)mm
(b) 澆口已固化之總位移分析結果(保壓6秒),總位移0.044~8.111 (x10-2)mm