
壓縮成型主要應用在製造體積較大、較複雜的纖維強化塑膠產品。主要使用的複合材料,包括兩大類:熱固性的片狀預浸材(SMC)與塊狀模料(BMC),以及熱塑性的玻璃纖維強化熱塑性片材(GMT)和長纖維強化熱塑性複材(LFT)。由於這些材料具備良好的的機械特性、電學特性和可成型性,且可同時可以兼顧成本效益和產品品質,因此數十年來被廣泛應用於汽車和電子產業。
壓縮成型製程中,首先模具會快速地關閉,隨後透過擠壓使複合材料開始流動,直到塑料填滿了整個模穴,成型最終產品為止。材料會在受力之下流入尖角和肋條等較難充填的區域。模穴中的局部壓力梯度,會造成流動過程中有局部的速度差和纖維配向差異。壓縮過程中,常會發生塑料從纖維中擠出的狀況,影響整體塑件的纖維密度分佈。纖維配向的變化和纖維濃度會影響產品的機械性質和表面品質。除了熱的製程參數之外,流動也是影響塑件特性的一項主要因素。對製造商來說,充分了解塑料流動行為並找出最適合的製程參數,是非常重要的事,因為這攸關製造時間和成本。
透過電腦輔助工程(CAE)模擬工具,製造商得以預測並優化產品在成型過程中的模流、殘餘應力、材料特性、後處理收縮和翹曲等現象,成功降低昂貴的試誤成本和時間。Moldex3D與LS-DYNA可結合來進行壓縮成型製程分析,如此可同時利用Moldex3D在流體力學以及LS-DYNA在固體力學上的模擬功能。在此整合性的分析中,在固化階段是藉由LS-DYNA進行塑料變形分析,尤其是針對薄片複材的變形模擬。LS-DYNA提供的塑料變形結果,可直接輸入Moldex3D成為初始條件,以進行後續的壓縮成型流體階段分析。這個階段的分析非常重要,原因是流動特徵、溫度和模內塑料固化等因素,對於最終產品的纖維配向分佈及纖維濃度影響甚鉅。
以下為一壓縮成型模擬案例。原始的模溫和料溫分別為100°C 和300°C,第一階段以LS-DYNA進行空氣冷卻分析,接下來再進行考量重力因素的壓縮分析。圖一(a)和(b)分別呈現空氣冷卻分析後的溫度分佈,以及考量重力分析的鋪覆溫度分佈。鋪覆分析所獲得最終的塑料網格幾何和溫度分佈,輸入Moldex3D之後可成為後續流動分析的初始條件。分析過程所偵測到的流動波前及最終翹曲變形結果分別如圖一(c)、(d)所示。
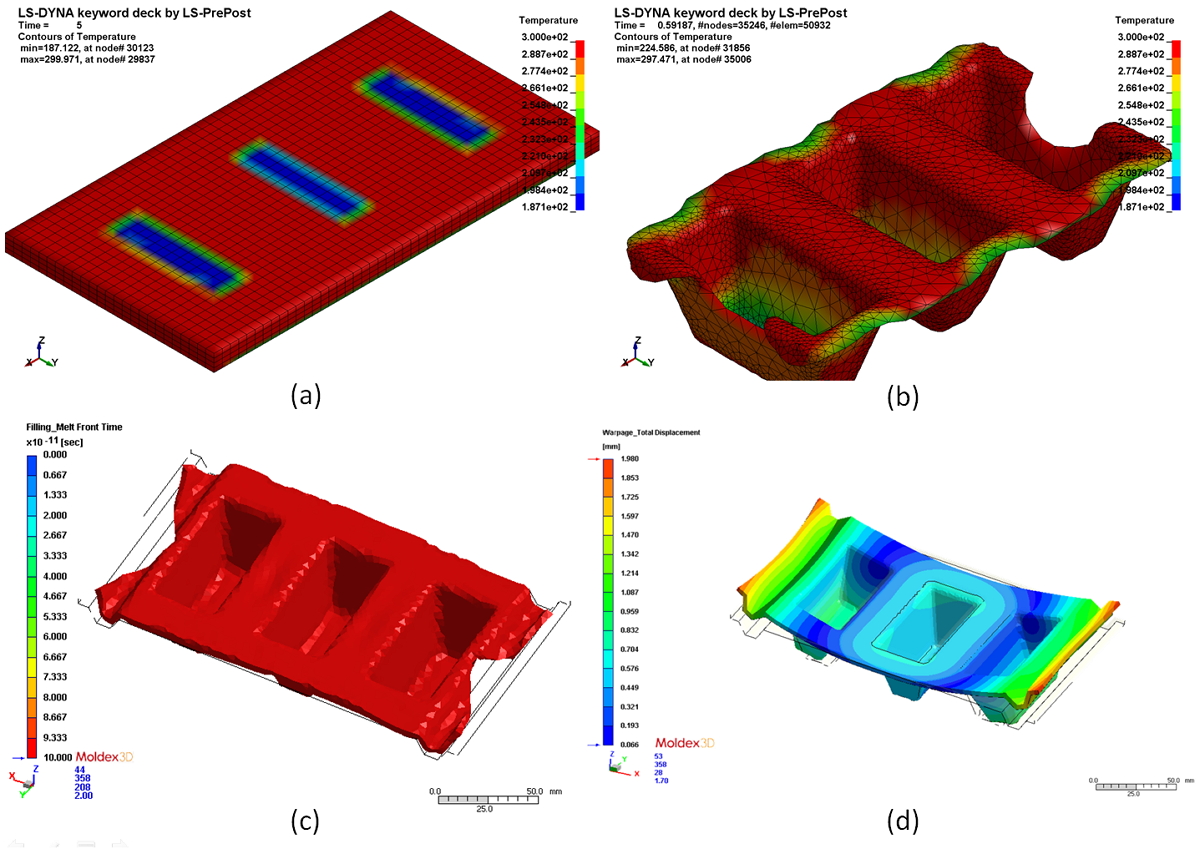 圖一 Moldex3D與LS-DYNA的壓縮成型模擬結果
圖一 Moldex3D與LS-DYNA的壓縮成型模擬結果
綜上所述,Moldex3D與LS-DYNA的整合,可讓生產者對於壓縮成型製程有更全面的了解,並觀察到成型過程中塑料的流動和變形行為。同時也可藉此CAE工具來優化製程參數,包括合適的塑料體積和位置、熱條件等,以省下昂貴的試誤成本和時間消耗。