
Jay Vang
3D列印技術發展越來越快,使得非傳統的複雜冷卻設計迅速在射出成型產業中蔚為流行。積層製造技術如直接金屬雷射燒結(DMLS),幾乎可以列印出任何我們所能想像的複雜水路設計(在列印機平台及列印角度限制內),來幫助控制產品品質和生產週期。
在當今的經濟環境,時間就是金錢;將這個概念放在射出成型產業來看,冷卻階段可說是製造週期的關鍵。影響冷卻的因素包含冷卻速率控制或是產品未達到理想頂出溫度。由於複雜水路可設置在接近產品表面以及傳統水路不易觸及的區域,因此可以達到縮減冷卻時間和改善產品品質的目的。
若以積層製造方式製造出異型水路,不只可提高水路複雜度,水路也能更貼近產品輪廓,生產速度還可能比傳統加工更快;這情形對於多模穴製程而言尤其顯著。
已知異型水路的優點,若再結合使用塑膠模流軟體,就可以更進一步驗證異型水路對於縮減生產週期和改善產品變形等品質問題的效益。在圖一中,可以直接分析和比較產品溫度,讓使用者可得知傳統和螺旋狀異型水路的冷卻效率和冷卻均勻度差異。傳統水路設計上的限制,使得積熱無法從產品與模具排出,冷卻效率和均勻度皆不如異型水路。
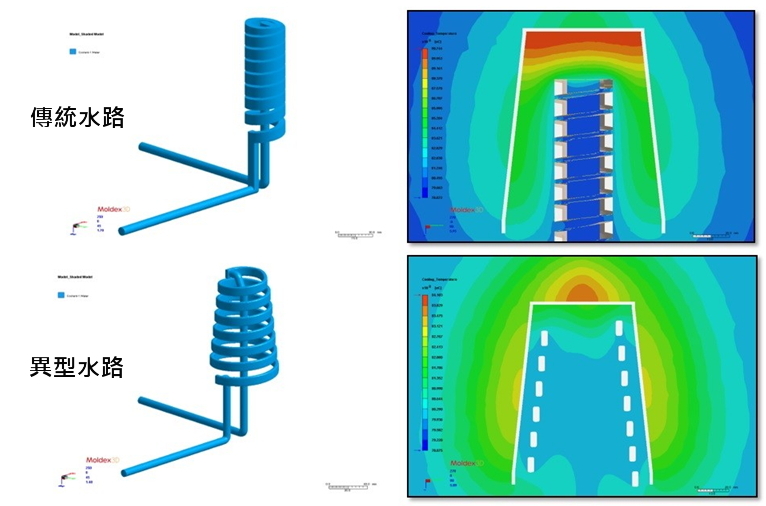
圖一 在分別使用傳統和異型水路時的嵌件溫度分析結果
最小化翹曲的其中一項要素,就是將不均勻收縮降到最低。若改善模具溫度均勻度,就可幫助減少不均勻收縮情形,進而降低翹曲。圖二為上述兩種水路系統的溫度模擬結果,其中感應節點設置於產品表面,以觀察溫度分布。
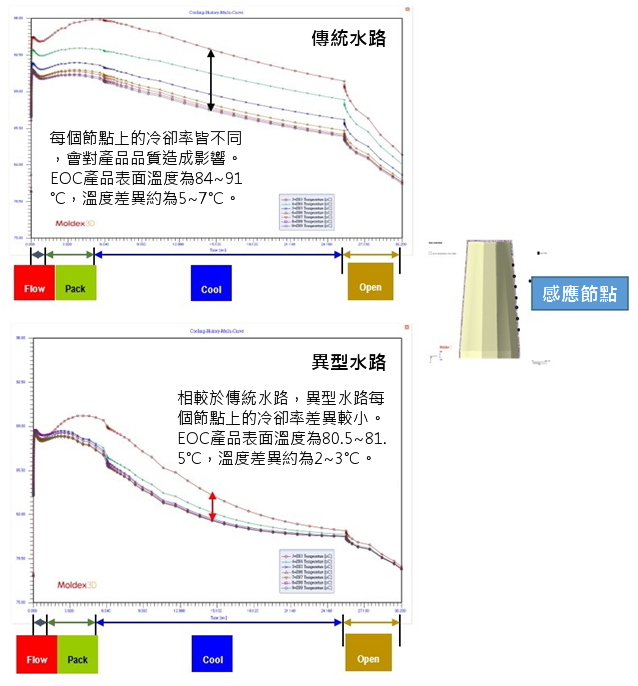
溫度分布結果顯示,使用的傳統水路最大的溫度差異∆T約為5~7°C,異型水路最大∆T則為2~3°C,溫度差異降低了,塑膠產品在凝固和收縮上也較平均,翹曲值因而減少。
整體而言,應用真空硬焊、積層製造等技術來製造複雜的水路設計以縮短製造週期、提高產品品質,是現今產業的趨勢。結合異型水路設計與模流分析軟體的使用,更能夠驗證異型水路在射出成型中的效益,協助業者評估投資報酬率。
 |
Jay Vang
|