
研發一部.技術副理.曾港錫
塑膠射出成型是製造高精度塑膠零件的主要工藝,但在成型過程中,熔融塑料流動交會處容易形成縫合線(Weld Line),導致產品強度降低及外觀缺陷。Moldex3D 2026版本全面優化縫合線預測系統的演算法、介面,更真實呈現縫合線行為。此版本亦具備即時互動式參數調整功能,提供動態計算分析結果。
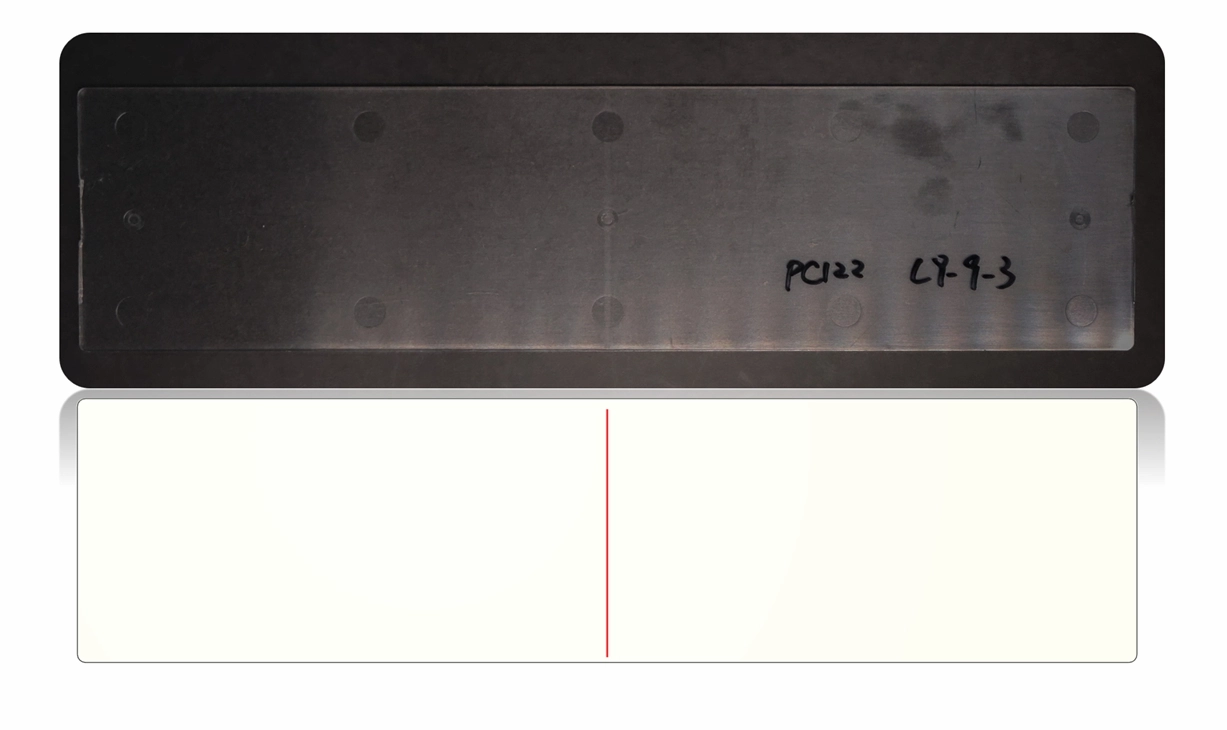 圖一、成型產品縫合線於外觀品質的影響
圖一、成型產品縫合線於外觀品質的影響
縫合線判定依據:會合角度與品質關聯
Moldex3D的流動分析結果中,透過兩股熔融塑料流動波前緣的會合角度,可以明確定義縫合線。如圖二所示,θ代表兩個熔融料流動波前緣的會合角度,而會合角度常用來區分縫合線類型及評估其品質。一般而言,當會合角θ小於145°時,形成較為尖銳的縫合線,容易導致接合不良與強度下降;而當會合角大於145°,則形成融合線(Meld Line),其接合更為完整且強度較佳。Moldex3D軟體中也採用145°作為兩者的預設區分門檻。
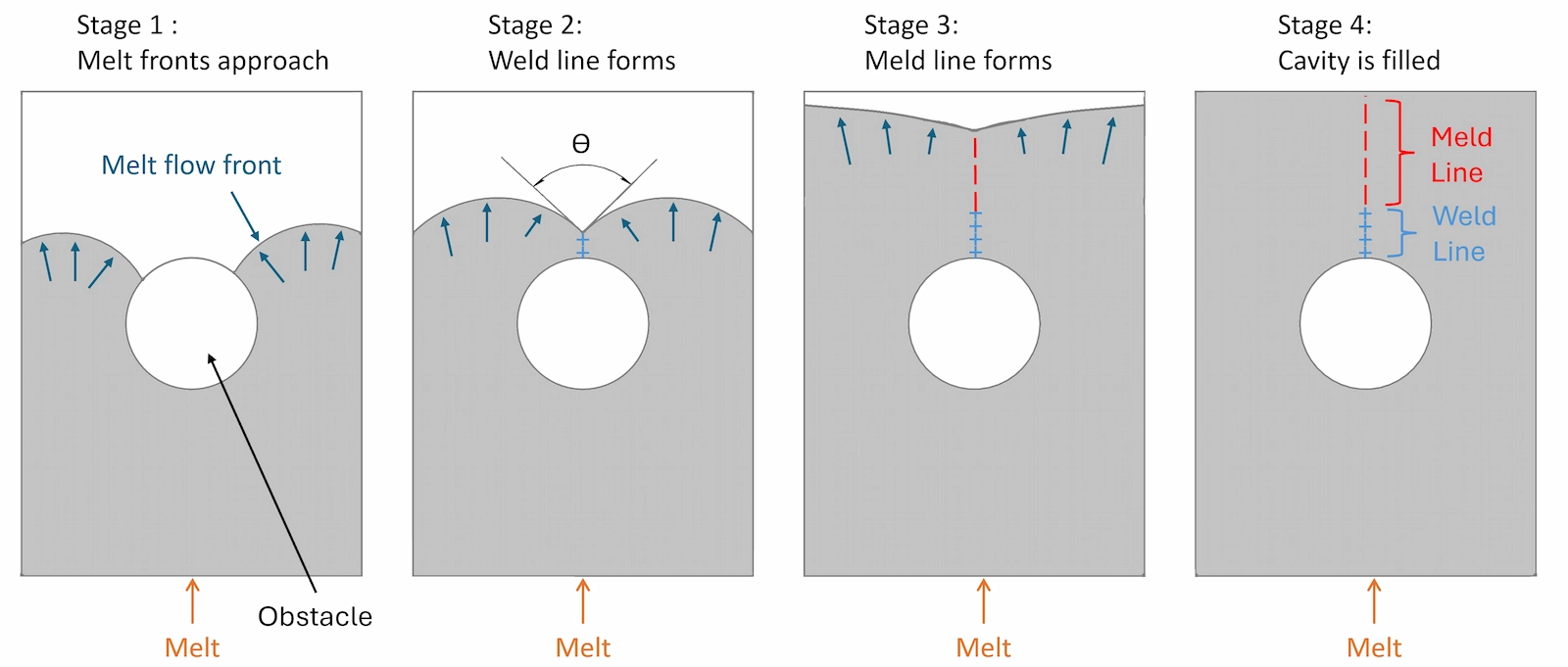 圖二、會合角定義與縫合線的關係說明[1]
圖二、會合角定義與縫合線的關係說明[1]
如圖三所示,我們以一塊尺寸為100mm×100mm、不等厚度(2mm及1mm)的平板為研究對象,並於中央挖有直徑10mm的圓孔,作為後續結果比較的基礎[2]。
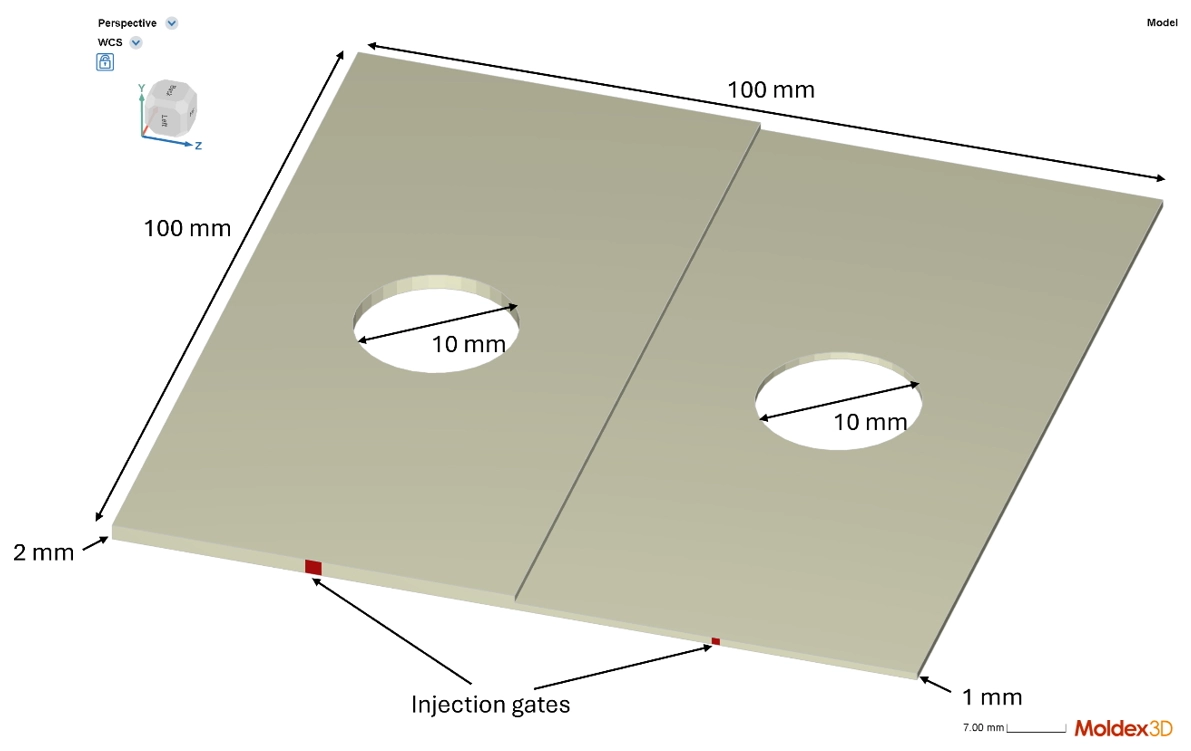
圖三、案例尺寸及進澆口位置[2]
強化縫合線位置預測
Moldex3D 2026新增更精細的縫合線位置預測演算法,強化縫合線過渡段頭尾的連接,有效動態追蹤兩股熔融塑料流前端的融合過程,並將潛在縫合線位置整合為單一連續線段;如圖四所示,藉由模擬不同流動階段之波前與縫合線形成的關係,能更深入解析縫合線成因,進而優化模具設計與工藝參數。
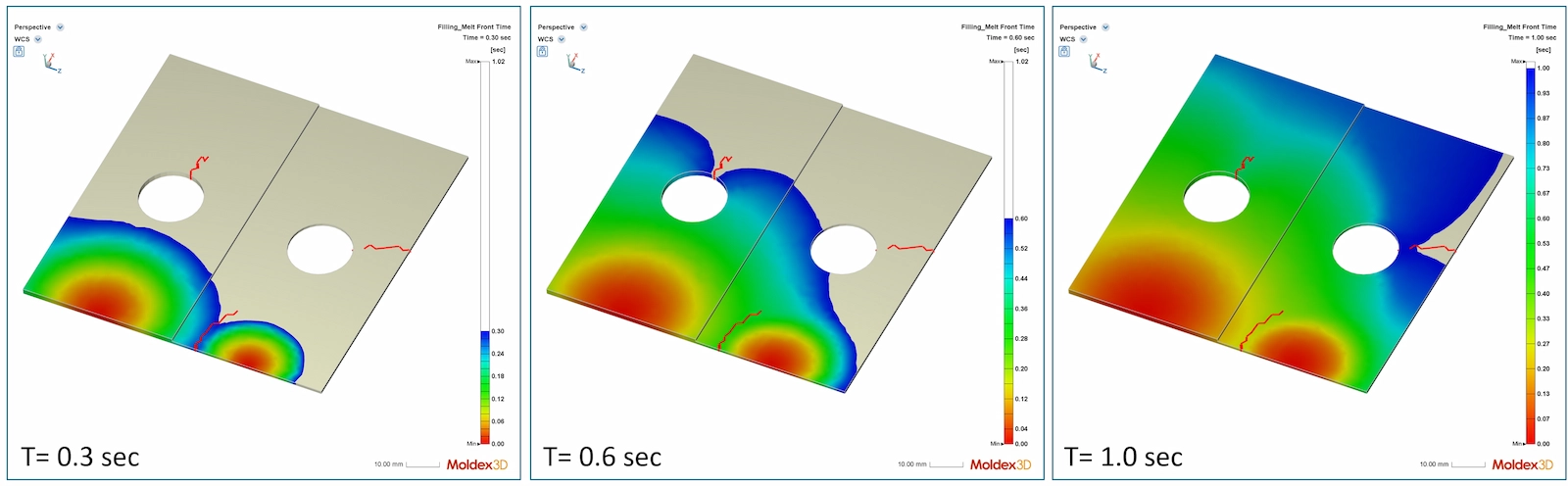 圖四、不同階段的流動波前情況
圖四、不同階段的流動波前情況
彈性自訂最大會合角度
在即時互動式參數調整方面,Moldex3D 2026讓使用者自訂最大會合角度。如圖五所示,透過啟動「重新計算的縫合線」功能,即可調整會合角度參數,並重新計算縫合線長度。如圖六所示,系統會即時更新並顯示新的縫合線長度,幫助使用者快速掌握縫合線向前延伸區域內可能形成的融合線範圍。

圖五、調整最大會合角參數
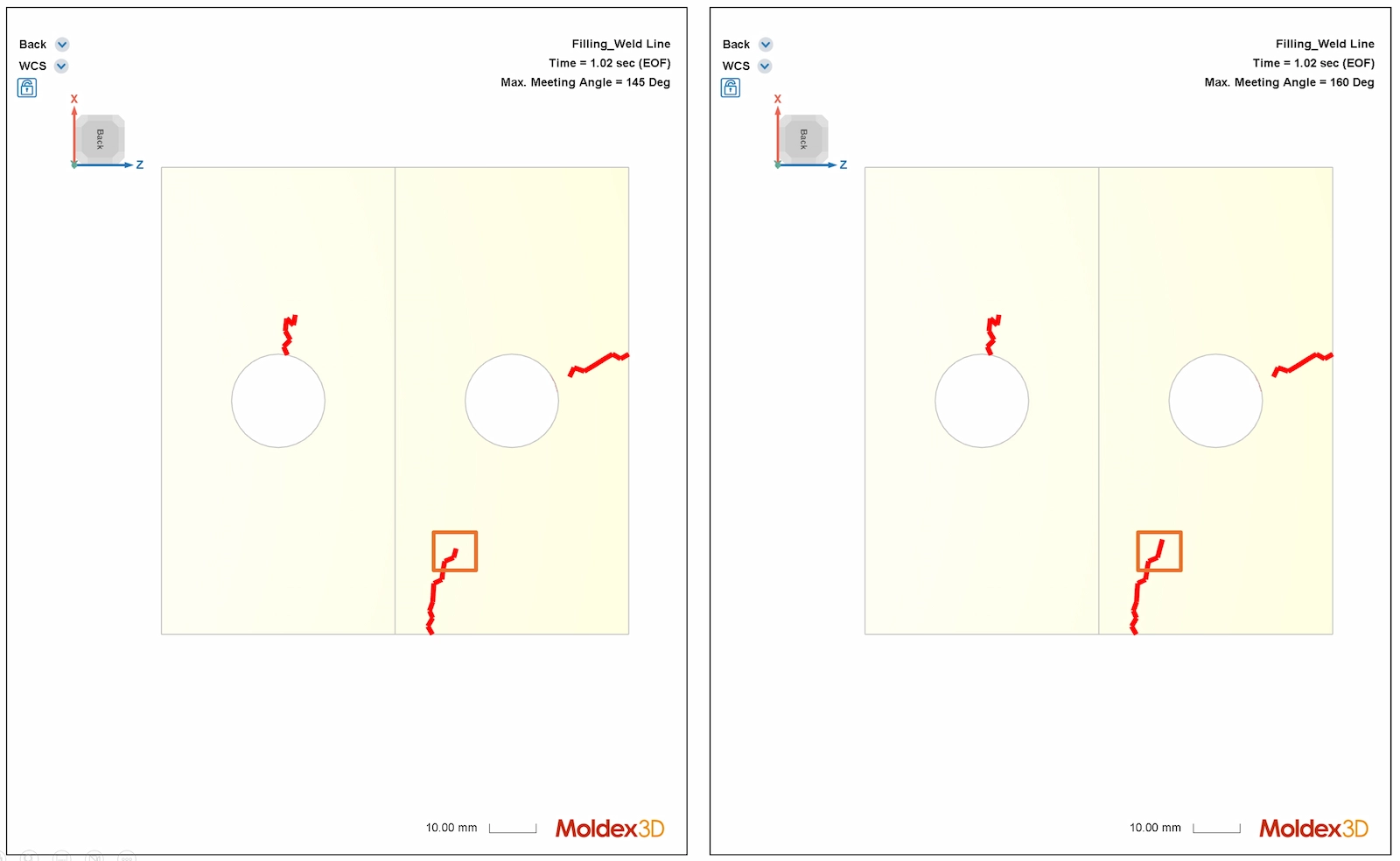
圖六、最大會合角設定修正將連動縫合線的延伸效果(左:145°;右:160°)
優化縫合線強度預測
Moldex3D 2026版本在計算過程中納入更多時間階段的分析,針對波前會合時熔融塑料的即時物理性質,包括溫度、壓力及剪切率等,進行細緻評估,提供更準確、可信的縫合線強度預測。進一步比較不同材料下的縫合線強度行為,發現在相同加工條件下,不同材料不僅影響流動波前與縫合線位置,亦明顯呈現出縫合線強度的差異,如圖七所示。此功能幫助使用者能清楚辨識各種材料在產品設計階段對縫合線強度的影響,能做出更精確的材料選擇決策。
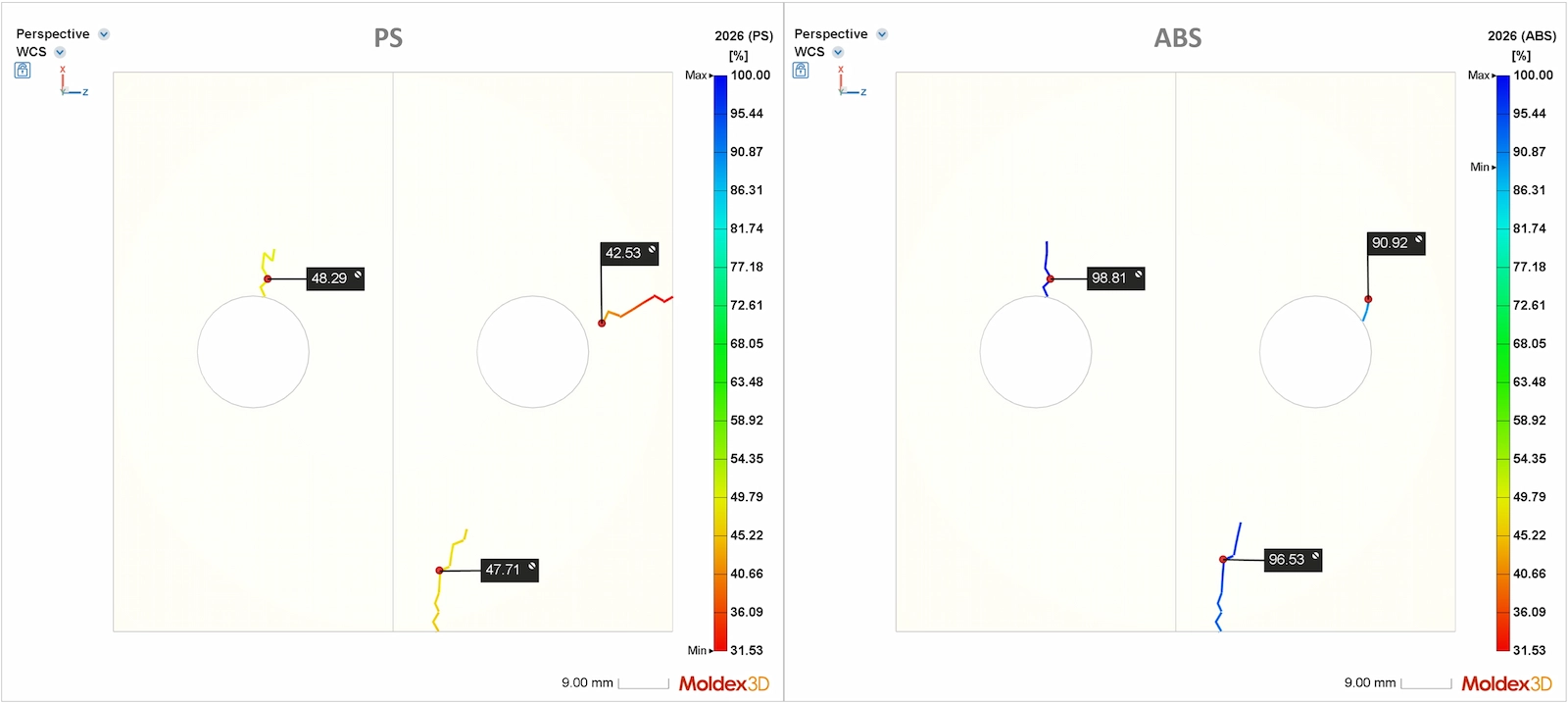 圖七、縫合線強度使用不同材料比較(左:PS;右:ABS)
圖七、縫合線強度使用不同材料比較(左:PS;右:ABS)
分析結果更貼近實際,實現更可靠的產品設計
Moldex3D 2026版本在塑膠射出成型分析中,對縫合線預測系統進行了革命性升級。優化的新演算法能動態追蹤熔膠流動波前,並將潛在縫合線位置整合為單一連續線段,大幅提升預測準確度與細緻度。
在使用者體驗上,新增即時互動式介面,透過「重新計算的縫合線」功能,可自訂最大會合角並即時更新縫合線長度,快速評估融合線的範圍與品質。此外,優化的縫合線強度預測計算核心,納入熔膠即時溫度、壓力、剪切率等關鍵物理參數,使結果更貼近實際。這些全面性改善能提供更可靠的數據,作為後續產品結構強度分析與優化設計的堅實依據。