


- 客戶:正崴集團-崴強科技
- 地區:台灣
- 產業:電子
- 解決方案:Moldex3D Advanced; 流動分析模組 Flow、保壓分析模組 Pack、冷卻分析模組 Cool、翹曲分析模組 Warp、Designer BLM、纖維配向模組 Fiber
大綱
第一個案例中,掃描器上蓋存在細微特徵的格狀結構 (Fig.1),對於射出充填是一個挑戰,很容易就會造成短射或結合線的問題。為了管控設計變更與試模的成本,必須要在設計初期就了解產品的可成型性。第二個案例中,掃描器的齒輪由於需要維持穩定的作動,其對尺寸精度的需求要比其他組裝件還要來得高,另外由於精密組裝也需要表面(包含進澆點)維持平順。利用Moldex3D的成型分析,可以在設計的早期就能評估這些成型問題的嚴重性,並最佳化成品品質。
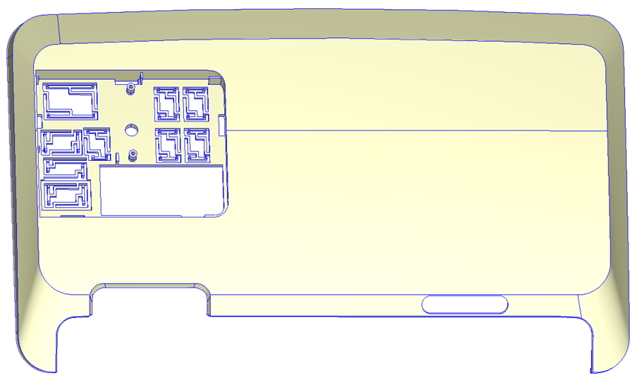
Fig. 1 掃描器上蓋包含了微小特徵的格狀結構,是射出成型中的一個挑戰
挑戰
- 掃描器上蓋的短射問題
- 掃描器齒輪需符合尺寸精度以避免跳齒
解決方案
應用Moldex3D充填分析來評估短射問題和流動的平衡性,以及使用保壓、冷卻分析來評估體縮變形及過保壓的嚴重性
效益
- 發現無論改變何種進澆設計都無法避免短射風險,因此以拆件成型方式解決問題
- 找到可改善掃描器齒輪變形問題、符合尺寸精度的解決方案
案例研究
在第一個掃描器上蓋案例中,崴強科技需評估是否可藉由優化進澆位置,來避免掃描器上蓋在產品射出充填時的短射風險。另外也須預測掃描器齒輪的成品品質,並評估各種設計變更、找出替代方案,以使產品符合尺寸規格。
首先使用Moldex3D模擬掃描器上蓋的兩種不同進澆位置(Fig. 2),包括由格柵結構及中央厚區進澆。由充填結果發現,不論哪一種設計,都有差不多的短射風險。因此崴強科技為了改善此問題,決定改以拆件方式來分開成型(Fig. 3)。
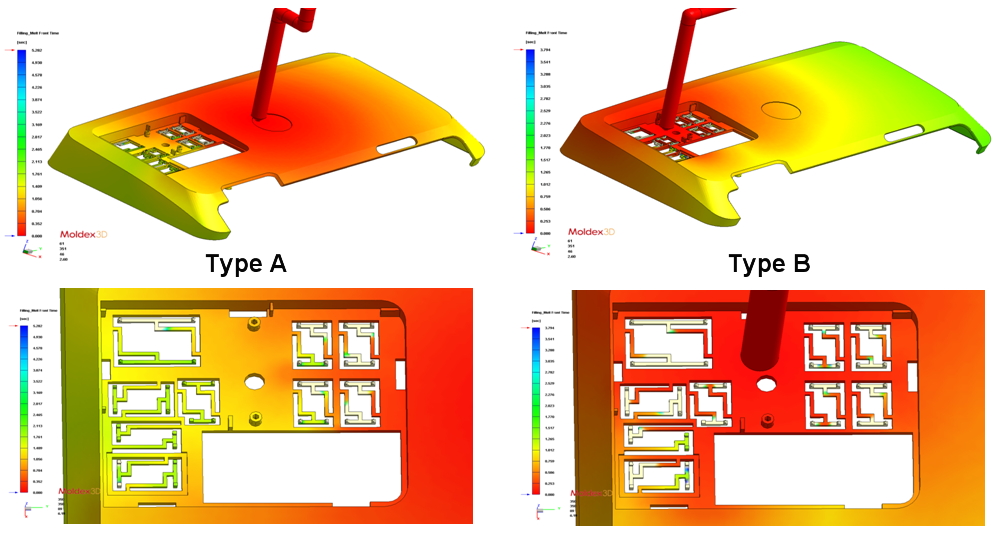
Fig. 2 藉由充填分析的流動波前結果,評估不同的進澆位置對短射問題的影響
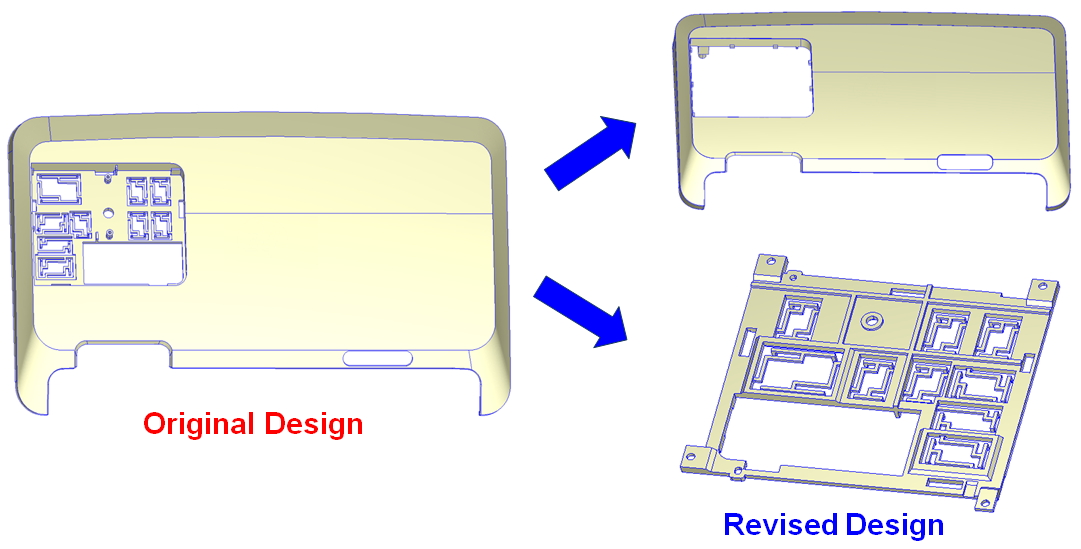
Fig. 3 不論是哪一種進澆設計,皆顯示會有短射發生的風險,因此崴強科技決定改以拆件方式分開成型
在第二個掃描器齒輪案例中,Moldex3D成型模擬中顯示,掃描器齒輪有流動不平衡及過保壓等現象,會造成產品變形,影響尺寸精度 (Fig. 4)。針對此問題,則提出包含產品、進澆及模具設計變更的三種方案(Fig. 5)。
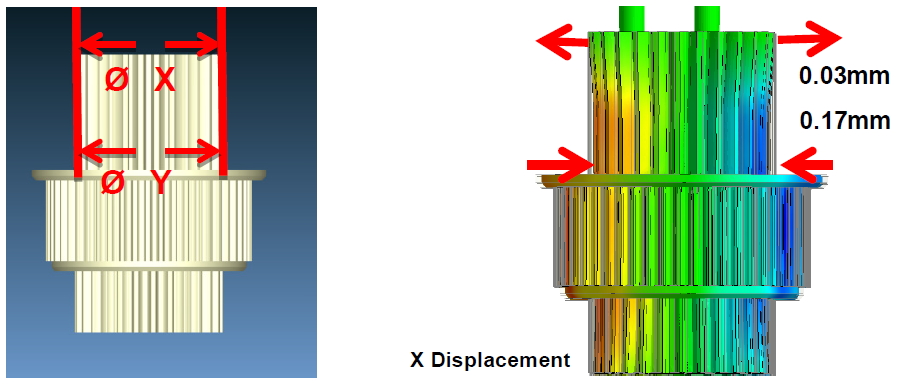
Fig. 4 掃描器齒輪需要口部與根部 (Ø X & Ø Y)的差距落在規範數值內
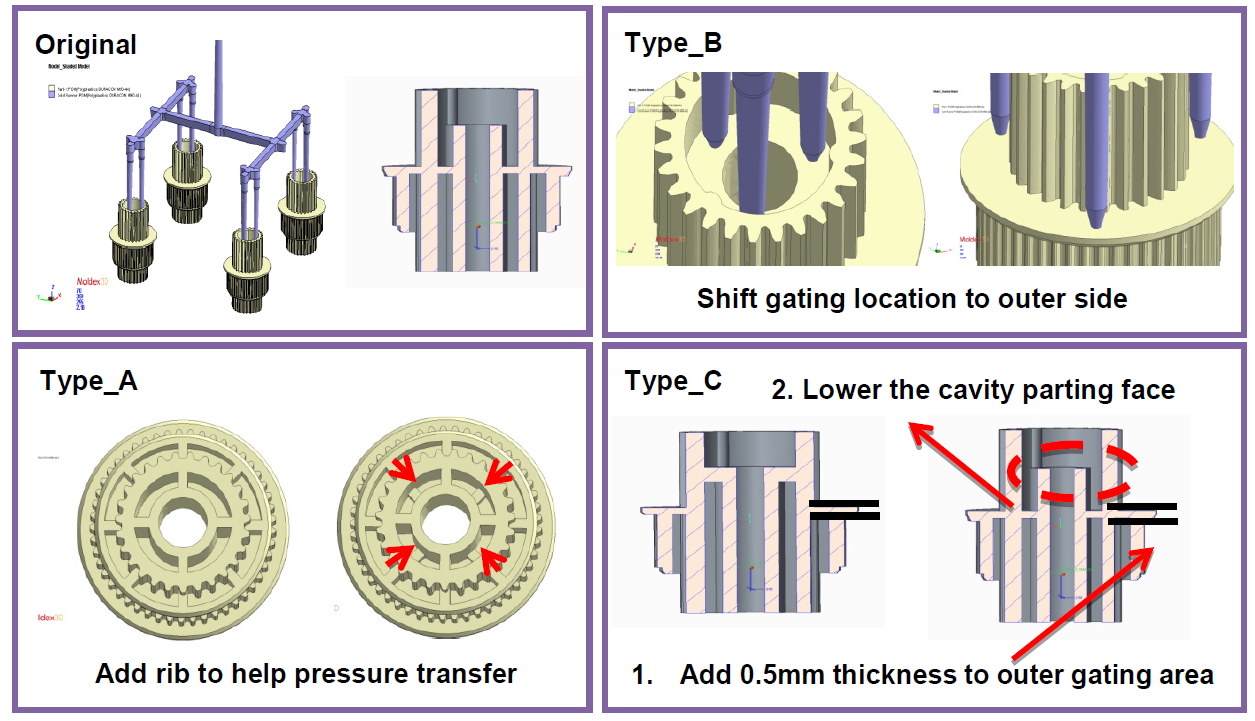
Fig. 5 三個不同的設計變更被提出來作為解決掃描器齒輪變形問題的替代方案
透過Moldex3D充填/保壓/冷卻分析來驗證原始設計和三種不同的設計變更後,發現需要配合進澆位置改變、母模面微調及產品設計變更才能有效的改善成型時的流動不平衡及過保壓,並改善尺寸變形的問題。最後發現Type C可改善充填壓力、保壓傳遞損失較小且可改善積熱及體積收縮不均問題;實際開模後口部與根部 (Ø X & Ø Y)相差0.03mm,於規範公差內,也符合模擬預測(Fig. 6)。
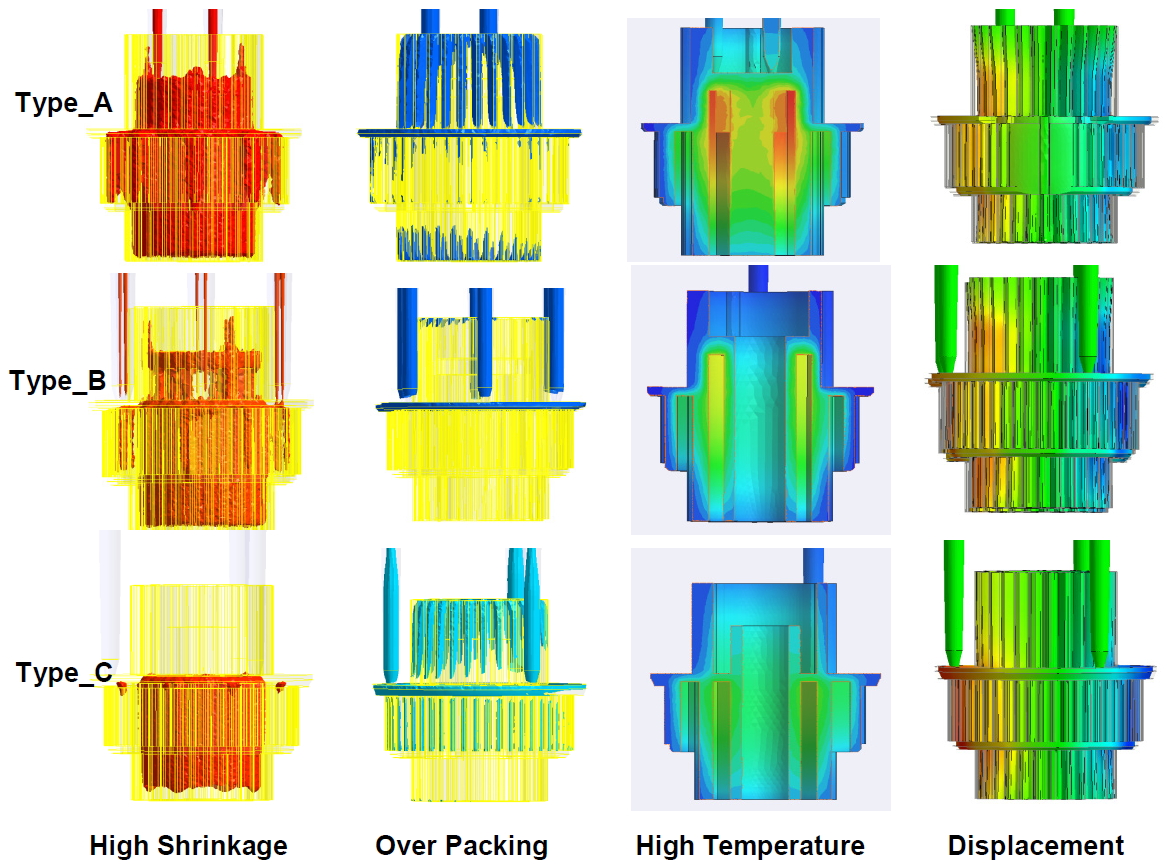
Fig. 6 比較原始設計與不同設計變更針對保壓與成品變形的模擬結果
結果
利用Moldex3D能夠以極小的成本實現試模的效果,在設計早期即發現潛在的短射、包封、凹痕及翹曲問題,節省後續開模及設計變更所帶來的風險及成本。