

編輯:科盛科技亞太業務部 資深技術專員Marirajan Ramachandran
![]()
- 客戶:SABIC Research & Technology Pvt. Ltd.
- 國家:印度
- 產業:汽車
- 解決方案:Moldex3D Advanced解決方案;流動分析模組、保壓分析模組、冷卻分析模組 、翹曲分析模組、Designer BLM多材質射出成型、壓縮成型
SABIC為世界級化學製品、肥料、塑膠及金屬製造商,營運範圍涵蓋超過五十個國家,並在全世界擁有34000位員工。(來源:SABIC)
大綱
雙射射出壓縮成型(2K-ICM)製程具備很大的潛力,適用於體積及表面大且複雜的塑膠件成型。由於許多因素的交互作用,2K-ICM製程容易出現凹痕等外觀缺陷。因此本案例目標為借助Moldex3D來呈現2K-ICM的模擬架構,以觀察肋條產品幾何的重要製程現象,並探討哪些幾何和製程因素會造成凹痕。經由Moldex3D完整的模擬驗證,可大幅降低選擇機台、材料以及優化模具設計及製程所需的試誤時間和成本,使SABIC能將2K-ICM製程帶來的效益最大化。
挑戰
- 缺少對2K-ICM的充分了解
- 2K-ICM的設計和製程都相當複雜
- 凹痕問題
解決方案
Moldex3D多材質射出成型模組(MCM)可無縫捕捉第一射及第二射的熱歷程,達到全面性的模擬。
效益
- 能考量第一射的熱歷程,增強開發複雜的2K-ICM製程能力
- 將實驗試誤的次數降到最低
- 優化產品設計,以達到較佳的生產能力
- 將設計階段的複雜成型製程和製造成本最小化
- 有助於選出適合的機器、縮短上市時間和評估產品設計的複雜性
- 縮短整體產品製造週期
- 有模擬結果的輔助,更有信心能為客戶提供較佳的解決方案
案例研究
目前製造大型塑膠件的趨勢,多以熱塑性材料解決方案取代熱固性片狀預浸材(SMC),應用範圍包括車身面板、貨車側導流板、全景天窗等等。原因是與SMC相比,熱塑性材料有更佳的設計彈性、輕量化、可結合兩種以上的部件功能等優點。而雙射射出壓縮成型(2K-ICM)技術在產業間的運用也越趨頻繁,然而其模擬方法卻相對欠缺,尤其針對優化製程以獲得理想最終成品的技術。SABIC研發工程師Raghavendra Janiwarad利用Moldex3D進行2K-ICM模擬,以優化產品設計和外觀。
本案例目標為透過模擬技術,捕捉2K-ICM產品的外觀、翹曲和溫度分部等資訊(圖一)。
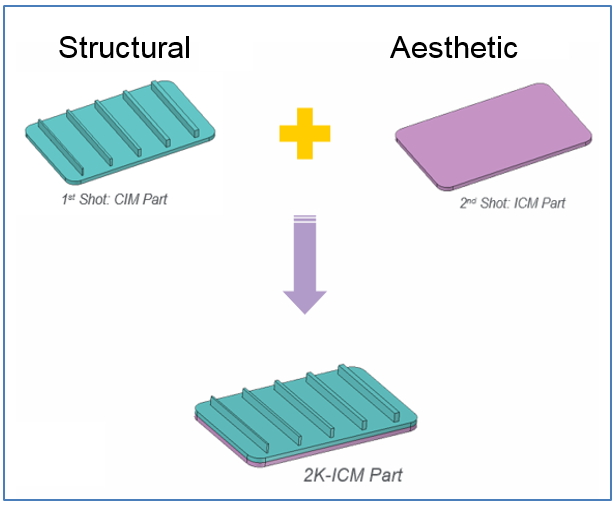
圖一 本案例的2K-ICM產品
其中第一射的產品含有厚度不均的肋條設計,SABIC希望在第二射中探究其長度尺寸和熱效應之影響。模擬流程如圖二所示。
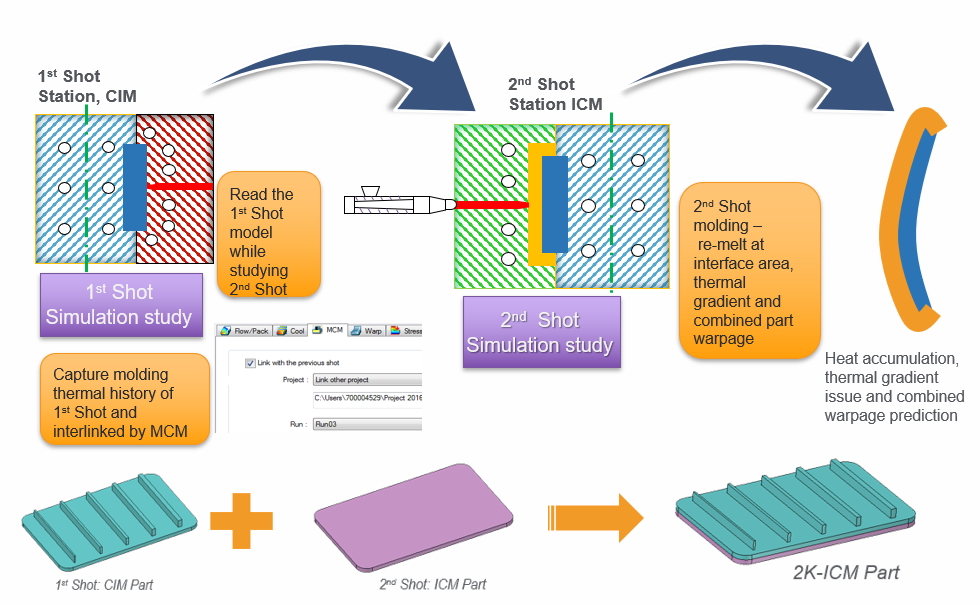
圖二 本案例分析流程
Moldex3D對第一射(傳統射出成型)的模擬結果顯示,當肋條厚度增加時,凹痕情況就會越明顯(圖三)。SABIC團隊並發現,肋條越厚,就有越高的熱質量。此現象會導致較陡的熱梯度和較高的局部體積收縮不均(圖四)。
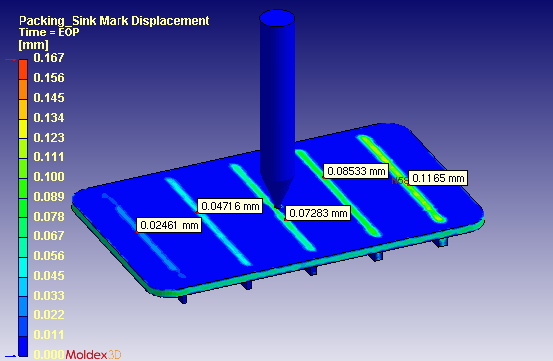
圖三 第一射的凹痕模擬結果
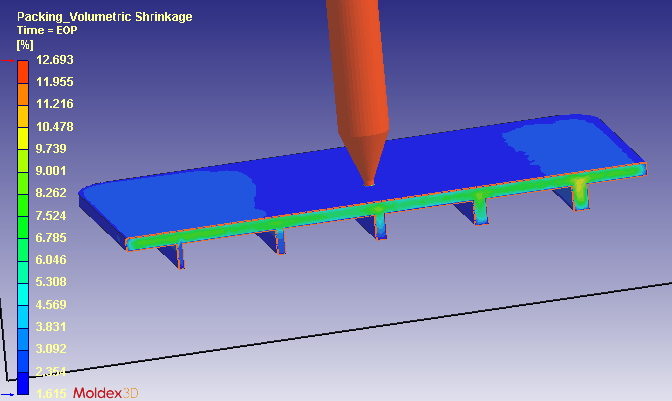
圖四 體積收縮模擬結果
接下來SABIC進行第二射(射出壓縮成型)的暫態溫度模擬。透過Moldex3D,可以在第二射模擬中捕捉到第一射的溫度歷程(圖五)。第二射的模擬結果也提供兩射接觸面溫度演變的詳細資訊(圖六)。交界面在第一射時溫度達到170 ºC,代表第一射PC有再熔融的現象,而這樣的細節是不容易透過實驗量測觀察到的。
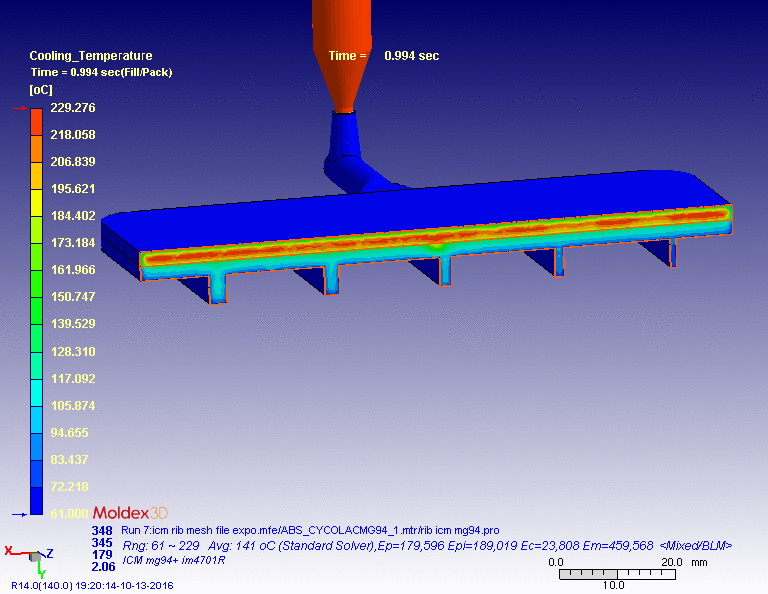
圖五 Moldex3D的第二射溫度模擬結果
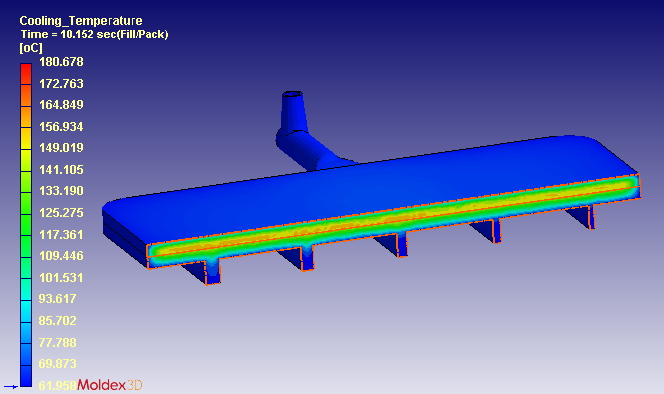
圖六 第二射的模擬結果可呈現兩射接觸面溫度演變的詳細資訊
第二射熔膠的熱傳導加上第一射肋條的效應,使得第一射產品中段(圖七4)及兩射交界面(圖七3,這裡也是觀察到再熔融處)也都產生熱質量。
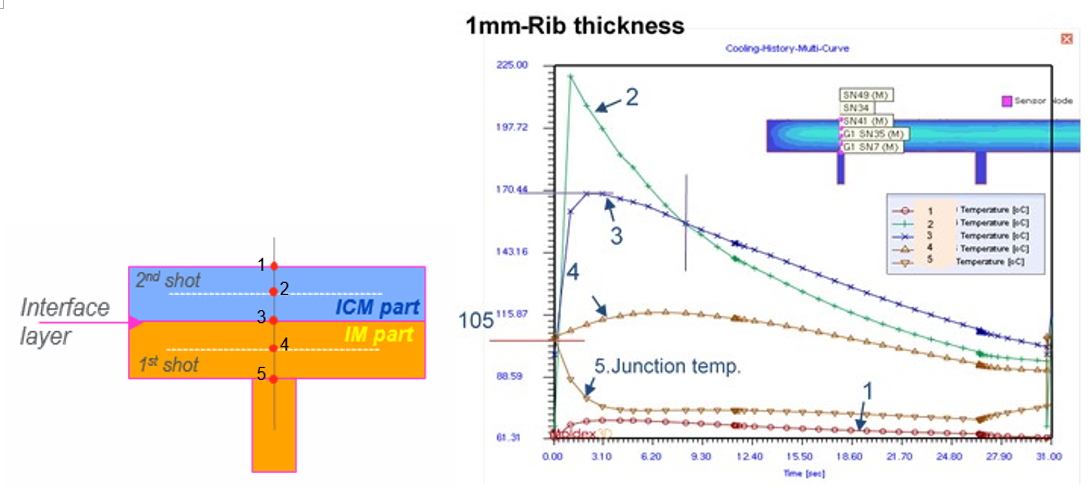
圖七 雙射產品溫度變化
結果
Moldex3D可將第一射的溫度歷程與第二射無縫連結,多材質射出(MCM)模組可針對2K-ICM製程提供細微現象的洞察,而這些是透過實驗難以獲得的資訊,包括雙射交界面的詳細資訊、第一射再熔融現象發生位置、以及會影響產品外觀和翹曲的幾何特徵等。這樣的模擬結果對於與2K-ICM應用相關的過程優化,以減少或消除零件翹曲和表面缺陷,具有相當價值。