

編輯:科盛科技歐洲營業處客戶經理 林運融

斯洛伐克科技大學材料科學與技術學院(MTF STU)已有約30年歷史,其在冶金學、材料工程、生產技術的研究及教學方法極受外界肯定。(來源)
大綱
厚壁塑膠產品成型過程中,最大的挑戰之一就是尺寸精度問題。本專案中汽車零件─塑膠鉤(圖一)在第一次試模時出現翹曲;即使調整了製程參數,翹曲問題仍然存在。斯洛伐克科技大學材料科學與技術學院(MTF STU)使用Moldex3D研究翹曲的起因,並尋找可行的解決方案。最後根據Moldex3D的翹曲分析結果,優化模具設計,成功解決翹曲問題,避免不必要的重工。
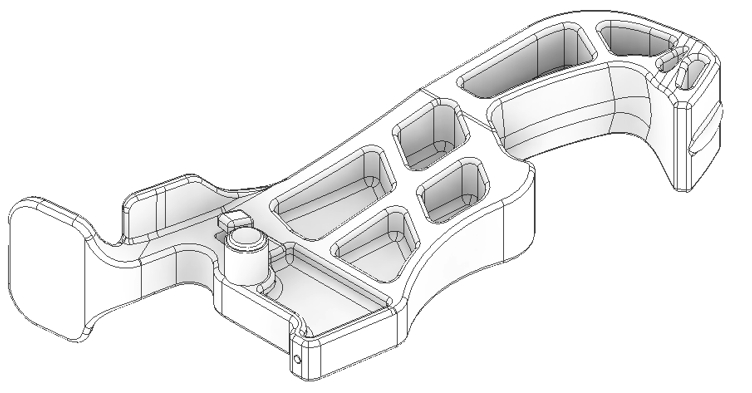
圖一 本案例之塑膠鉤
挑戰
- 必須控制並降低過大的翹曲量
- 須在短時間內找到可行的解決方法
解決方案
MTF STU團隊根據Moldex3D翹曲分析,協助工具製造者尋找最適的解決方案,以修改模座設計。
效益
- 達到尺寸規格要求
- 避免工具製造錯誤和重工所造成的成本浪費
- 縮短校正問題的流程
案例研究
肉厚產品的製造過程中,最大的難題是如何達到所需的尺寸精度。本案例目標為解決此塑膠鉤的翹曲問題。該產品的尺寸誤差容忍度為± 1.5 mm,但原始設計在鉤子區域的翹曲卻達到1.86 mm(圖二)。
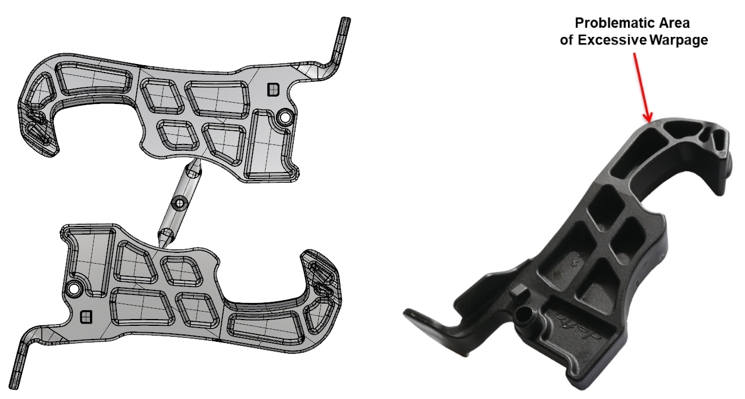
圖二 原始設計及容易產生翹曲位置
針對這類案例,一般程序是會先進行製程參數優化;然而在多次修改製程參數後,翹曲結果仍未見改善。因此工具製造商尋求MTF STU的協助,藉由Moldex3D的數值分析技術來驗證可能的解決方案。
後續以Moldex3D進行以下研究計畫:
- 設計變更後的水路系統驗證
- 氣體輔助成型技術應用的驗證
- 模具設計變更,以達到成型產品所需的幾何和尺寸精度
在此階段中,在模座加入數條冷卻水路及噴泉式水路(圖三、圖四),並藉由Moldex3D評估水路系統的設計變更。然而這仍無法解決產品翹曲問題。Moldex3D冷卻分析結果顯示,原始的水路系統的冷卻效果已相當足夠,無須再添加額外的水路。
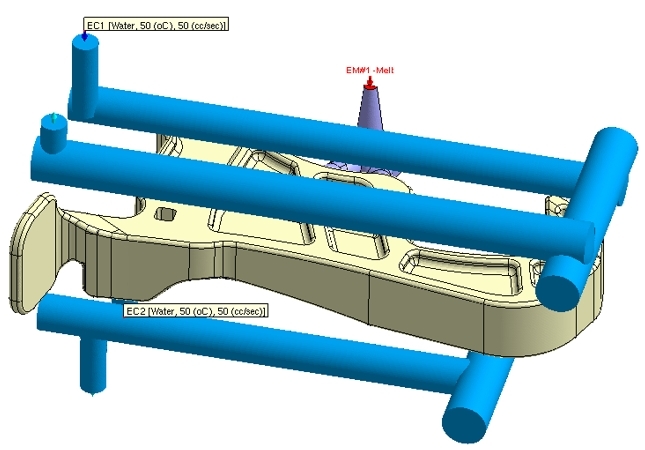
圖三 原始水路系統
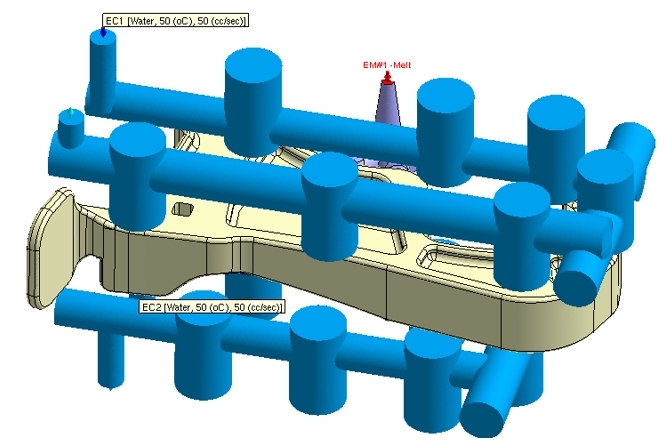
圖四 添加噴泉式水路後的水路系統
一般而言,若使用氣輔成型技術,可有效改善肉厚產品的翹曲問題;因此MTF STU接著模擬了數種氣輔方式(圖五)。然而模擬結果顯示,使用這些方法,模內的氣體流動都未得到最佳化結果(皆產生氣體指紋效應),充填、保壓和冷卻階段無法達到足夠的平衡,若要優化製程,就必須進行大規模的模具修改,有違初衷。
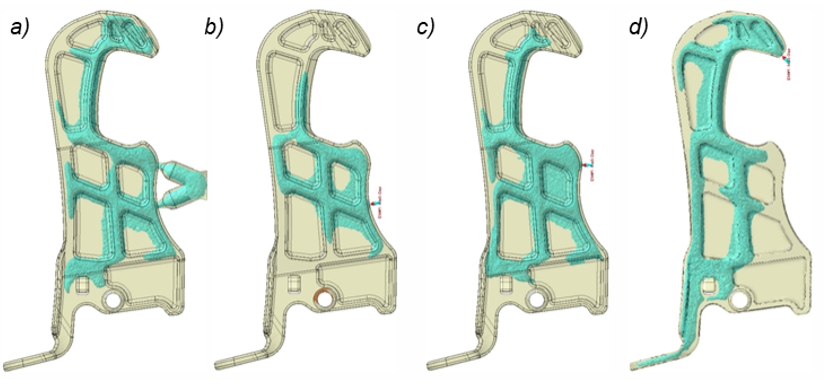
圖五 氣體分別自(a)流道系統、(b)左側進澆口、(c)右側進澆口及(d)鉤子前端注入。
最終,工具製造商同意根據模擬結果進行模穴的設計變更,但相較於傳統維持產品外部輪廓,重新配置肉厚、肋條的方式,他們僅根據Moldex3D的翹曲分析結果,來反轉翹曲歷程,進行幾何的設計變更(圖六)。
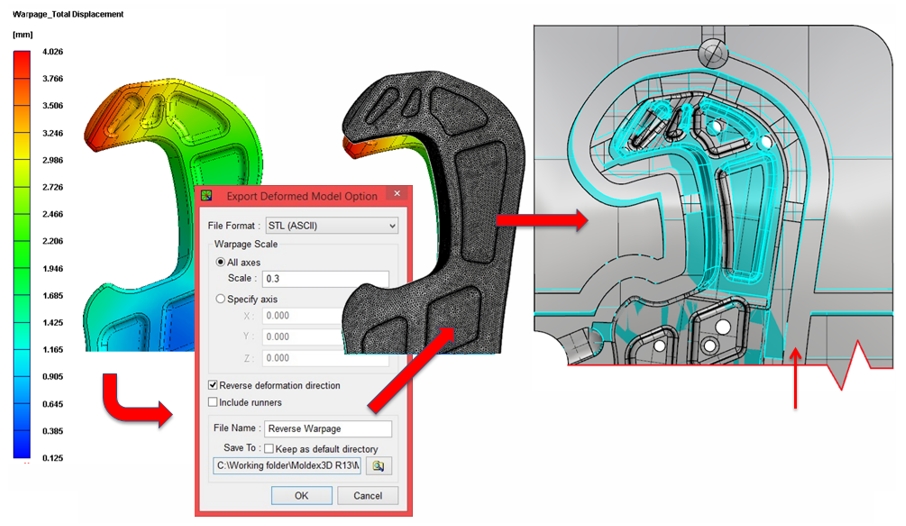
圖六 模具設計變更過程:灰色為原始模具設計,藍色則為反轉模具設計
結果顯示,經過此模具修改之後,已可達到鉤子所需的尺寸(圖七),表一則為原始及修改模具後的尺寸量測結果比較。
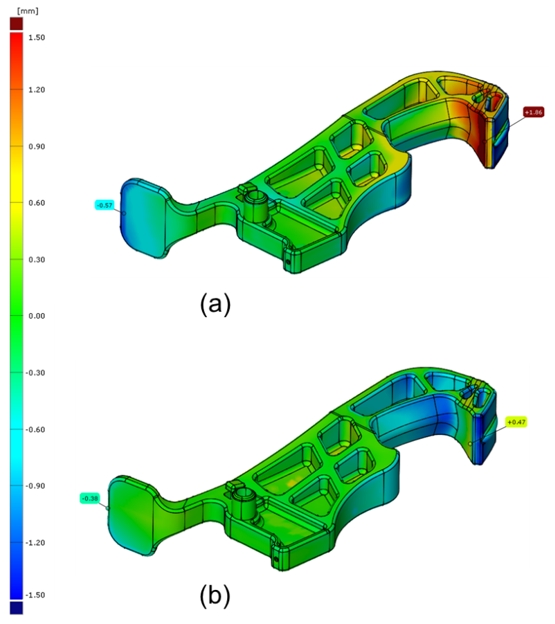
圖七 翹曲結果驗證: (a)原始設計及(b)反轉翹曲之後的產品
| 樣本 | 尺寸偏差容忍範圍 | 鉤子前端最大尺寸偏差值 |
| 單一澆口的原始模穴設計 | ± 1.5 mm | +1.86 |
| 模具設計變更 | ± 1.5 mm | +0.47 |
表一 原始及模具設計變更的最大尺寸偏差值比較
結果
本案例呈現Moldex3D預測肉厚產品翹曲的能力,從而以反轉翹曲方式進行模具補償,以修正翹曲問題。最終成品達到所需的尺寸精度、滿足幾何偏差容忍度,並解決了翹曲問題。