

編輯:科盛科技技術支援部經理 謝再新
![]()
- 客戶:東陽實業
- 地區:台灣
- 產業:汽車
- 解決方案:Moldex3D Advanced解決方案;流動分析模組 Flow
東陽事業集團是全球最大汽車碰撞更換零組件製造集團,擁有五十多年豐富的產業專業技術、市場行銷及全球運籌的能力為業界先趨。(來源)
大綱
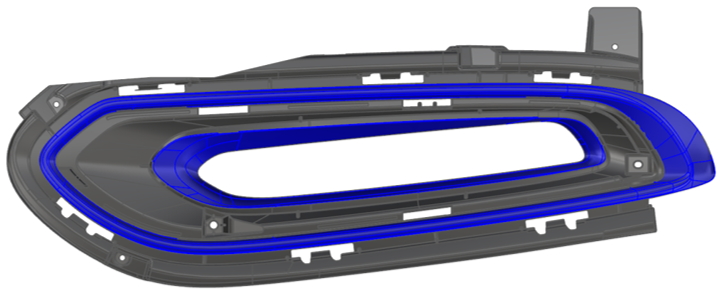
本案例的塑膠射出成型之車用霧燈組件(圖一),出現外觀缺陷問題(圖二)。由於此產品為汽車內飾件,因此必須防止結合線出現在表面。另外,鎖附機構的結合線,也不能出現在外觀表面。東陽團隊透過Moldex3D模流分析探討澆口配置對於結合線位置與縫合角度的影響及改善,並透過調整肉厚,改善母模包封問題,成功改善產品外觀品質。

圖一 本案例之霧燈組件
圖二 藍色區域為有明顯外觀問題的部分
挑戰
- 避免產品外觀產生縫合線
- 找出有效的優化設計以解決包封問題
解決方案
東陽團隊藉由模擬分析不同流道配置及調整肉厚,優化流動行為,避免在產品外觀產生縫合線。另外,根據Moldex3D的流動分析結果,東陽團隊調整了角落處的肉厚,也使包封和縫合線位置獲得改善。
效益
- 有效解決結合線、包封在產品外觀上的缺陷
- 避免多次的修模成本
- 加速設計決策
案例研究
本案例之車用霧燈產品研發,分為設計和試模兩階段。兩階段都依不同目的應用Moldex3D模擬技術。在製模前的設計階段,模擬目的為驗證澆口設計及預測潛在外觀缺陷。在澆口設計部分,共須驗證三組澆口類型,包括不同的澆口數量、澆口位置及水路配置等。設計決策的標準在於成品的縫合線和包封數量,表面缺陷最少的設計將被視為最優化的產品。製模及完成第一次試模後,則以模擬技術驗證實際試模的產品。此外並分析試模產品上觀察到的缺陷,以找出造成缺陷的根本原因和有效解決方案(圖三)。
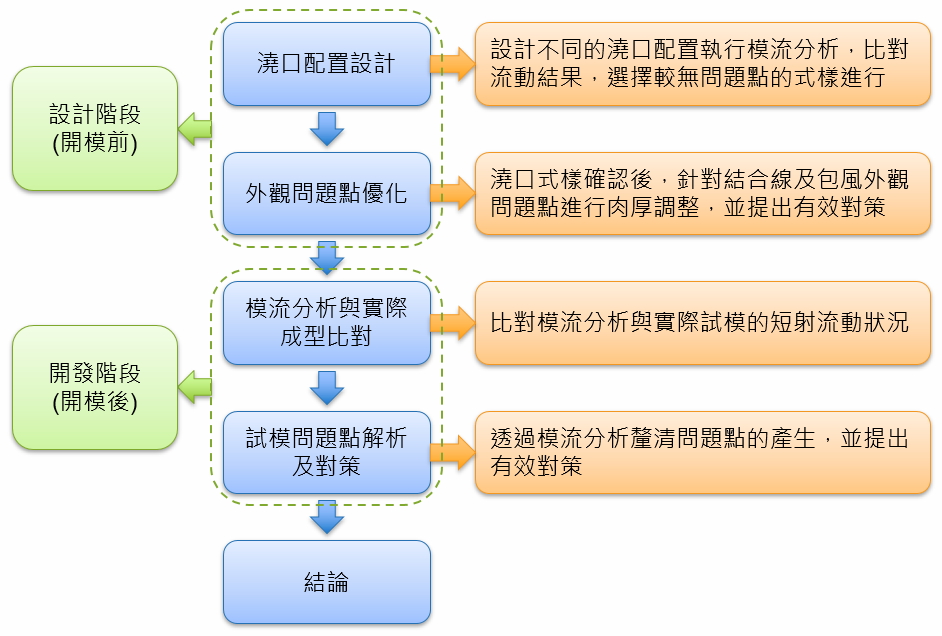
圖三 各研發階段的主要目標
使用Moldex3D進行的第一個任務為澆口設計驗證。如圖四所示,Type A的設計中,於產品下方中間處單點進澆;Type B也是單點進澆,但進澆位置改為下方右側;Type C則為左右兩側,兩點進澆。完成所有設計的分析後,進一步觀察縫合線及包封是否出現在醒目的地方,以作為最終設計之參考。
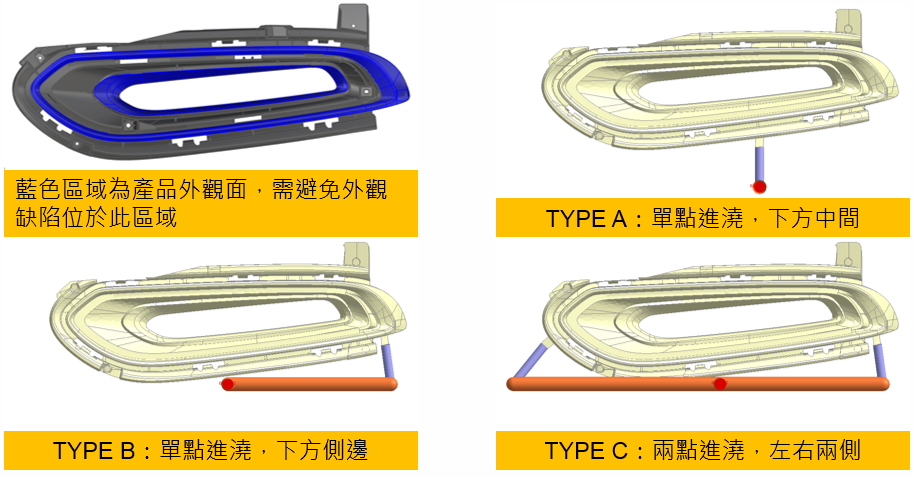
圖四 產品外觀品質需求及三種不同進澆設計
根據圖五的比較表,Type B的縫合線和包封問題最輕微,故以此設計作為外觀最優化的設計選擇。
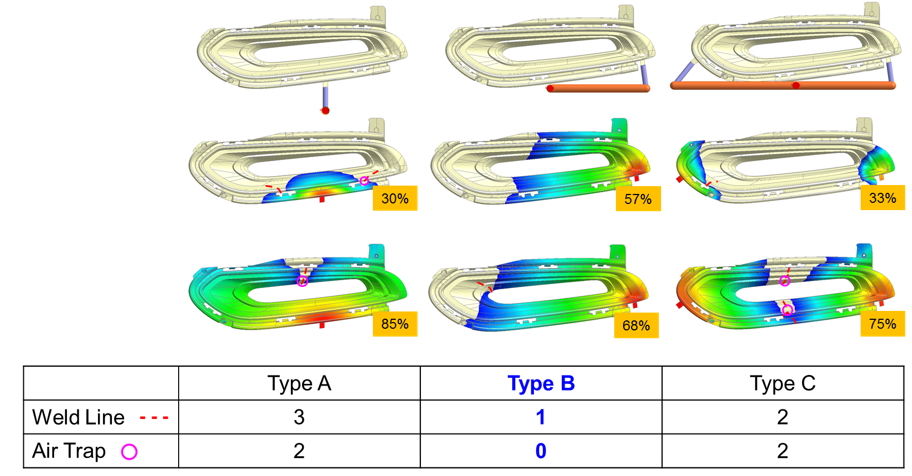
圖五 三種不同進澆設計的模擬結果比較
縫合線的角度通常會用來作為評估縫合線品質的指標之一。在原始的厚度設計中,縫合線角度約為120度;在經過厚度設計優化後,縫合線角度改變為140度(圖六),代表縫合線變短且較不明顯。
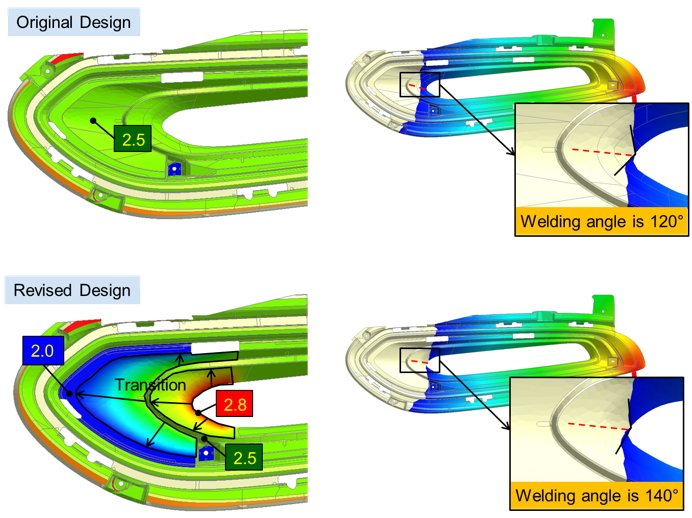
圖六 優化產品厚度,以改善縫合線品質。
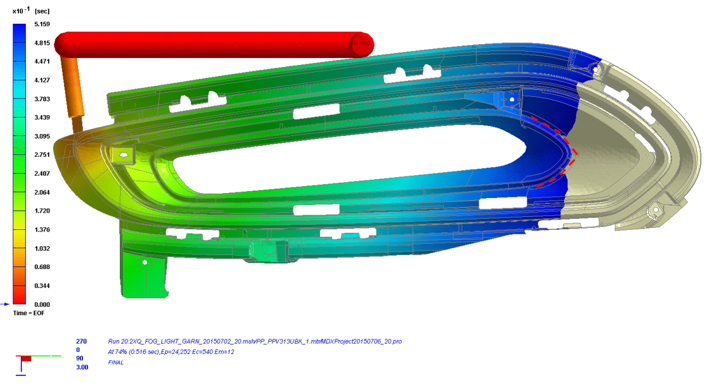
製模且完成第一次試模後,以實際試模的產品來驗證模擬結果。圖七的不同充填比例圖顯示,模擬結果與實際試模的短射產品相當一致。

圖七 充填特徵比較
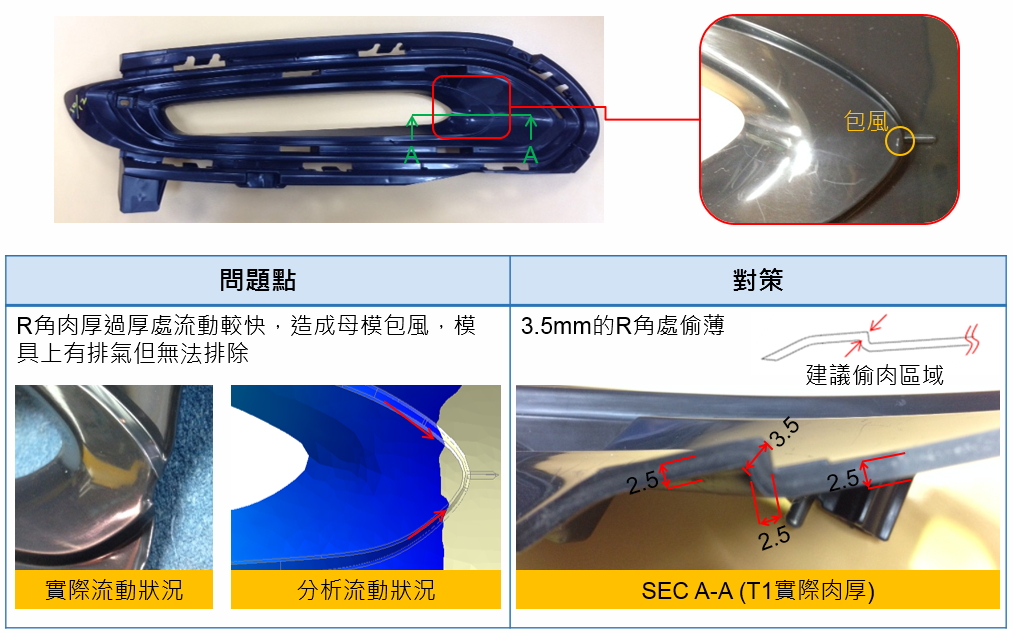
然而在第一次試模時,仍在產品表面觀察到包封現象。此包封出現在母模面,無法以排氣方式排除。波前分析顯示角落區域流動得比四周還要快,與試模結果相符。根本的原因則是幾何特徵中的導圓角,使得該部位肉厚(3.5 mm)大於產品主要肉厚(2.5 mm),因此肉厚區有較小的阻力,而流動較快。
因此東陽團隊提出在3.5 mm肉厚處偷薄的解決對策,並以Moldex3D驗證(圖八)。偷薄處的流動波前結果如圖九所示,此設計會多出兩條縫合線;但因為縫合線位置在看不到的區域,因此是可接受的。
圖八 缺陷分析及解決方案
圖九 產品偷薄後的流動特徵模擬
接下來以新的偷薄設計來修改模具,試模後並再次確認包封和縫合線問題,結果也與模擬結果相符。因此透過肉厚處偷薄設計,成功解決包封問題,且新增的縫合線在看不見的區域,也是可接受的狀況(圖十)。
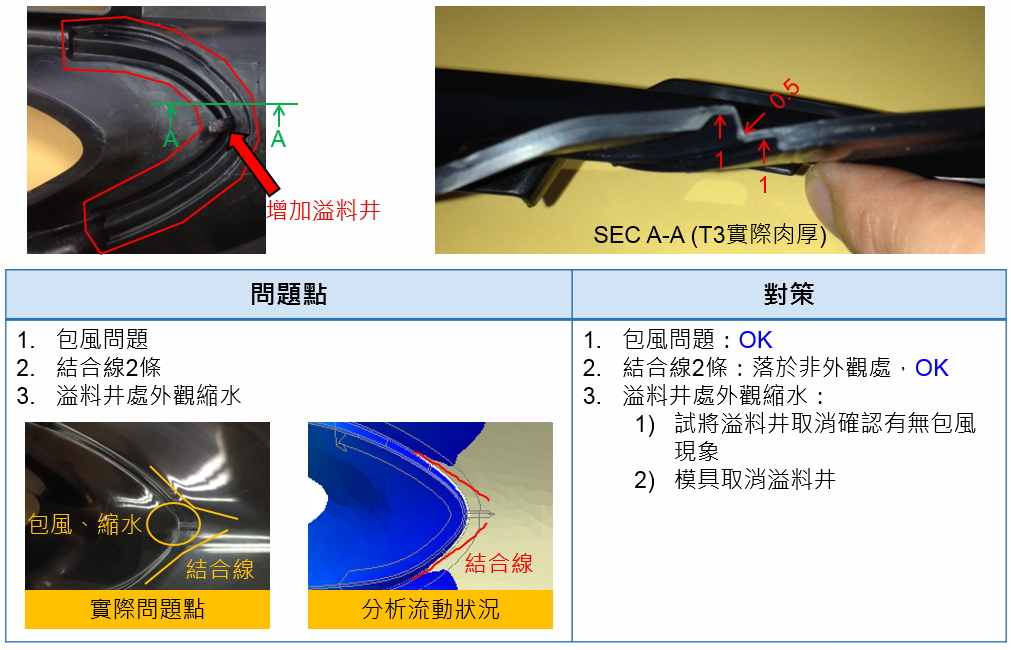
圖十 解決方案設計及驗證
結果
本案例顯示,在產品的澆口設計及試模後的缺陷分析階段,都應用了Moldex3D的模擬技術,且第一次試模結果也證實了模擬的準確性。然而不均勻的厚度仍導致了包封現象,且因為包封位於表面,而無法以排氣方式解決。此時再度使用Moldex3D進行模擬,驗證在肉厚區偷薄的方式是否能成功解決問題,以避免後續重工、浪費成本。最後東陽團隊藉著優化產品肉厚,成功解決車用霧燈組件的包封等外觀難題。