
編輯:科盛科技技術支援部 主任工程師 林哲平
![]()
- 客戶:建準電機工業股份有限公司
- 地區:台灣
- 產業:消費性產品
- 解決方案:Moldex3D Advanced 解決方案;流動分析模組 Flow、保壓分析模組 Pack、冷卻分析模組 Cool、翹曲分析模組 Warp、Designer BLM、纖維配向模組、進階熱澆道分析模組
建準電機成立於1980年,41年來專注於節能馬達核心技術的發明創新,其中微型馬達風扇出貨量排名全球第三名。產品廣泛應用於5G設備、IOT、醫療、家電、電競、汽車、工業、冷凍冷藏設備、監控服務、可擕式產品和綠建築通風等產業,成功獲得眾多國際品牌大廠的指定使用。(來源)
大綱
建準電機導入Moldex3D進階熱流道模組,深入探討熱流道內的溫度變化,了解熱流道內部會影響成型效率的環節,並針對熱流道進行改良優化。
現有標準熱流道呈現溫度不足趨勢,塑料過冷形成流動阻力,影響射出行為而造成不穩定之情況。之後針對溫度較低問題進行流道尺寸改良與變更線圈設計,改善熱流道內的冷料現象,最終提升產品生產穩定性及效益。
挑戰
- 系統壓力損失過大問題
- 提升生產效益
解決方案
原設計在充填初期時,料溫在熱澆道內已經呈現偏低趨勢。料溫較低的塑料經過閥澆口時,會影響射出甚至有阻塞風險。優化設計後的熱流道,改變流道尺寸及線圈設計,經實際驗證,射出穩定性高且損失壓力低,證明經設計變更後能有效改善熱流道溫度下降問題,並使穩定性提升,整體的成型效益提高。
效益
- 改善系統壓力損失過大問題
- 找出冷料位置,配合設計變更進行優化
- 減少實際加工、測試成本
- 最小設計變更下達到最佳效果
- 提升射出穩定性
案例研究
在本案中,建準電機在上機試模時經由機台回饋曲線,發現有射出壓力過高且不穩定的情況,導致每次射出壓力變化大。建準電機依據廠商提供資料進行Moldex3D進階熱流道分析,希望經由分析能找出熱流道問題點,並進一步優化。
經由塑料流動波前溫度分析發現,熱澆道系統在部分區域波前溫度偏低,溫度場呈現異常情況(時間:EOF)。如圖一所示,熱流道內部箭頭標示位置,呈現塑料流動波前溫度過低趨勢(圖一a),而熱流道外部也有相同趨勢(圖一b)。
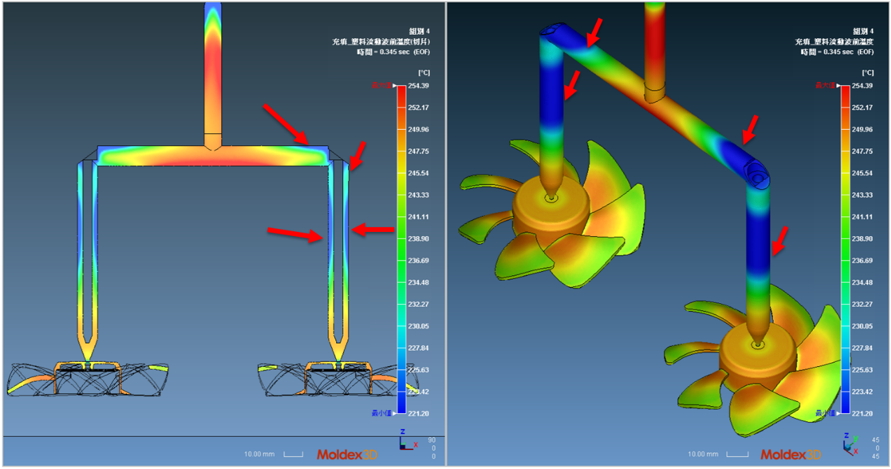
圖一 塑料流動波前溫度分析:(a)熱流道內部;(b)熱流道外部(時間:EOF)
發現熱流道局部低溫的現象與位置後,為了進一步瞭解此現象的原因,建準電機接著分析填充各階段溫度變化,結果如圖二所示。可以發現充填初期(0.078秒)熱流道內部箭頭位置料溫極低,而到了0.156秒,因高速射出剪切生熱,冷料減少,填充至VP時幾乎無料溫偏低趨勢。
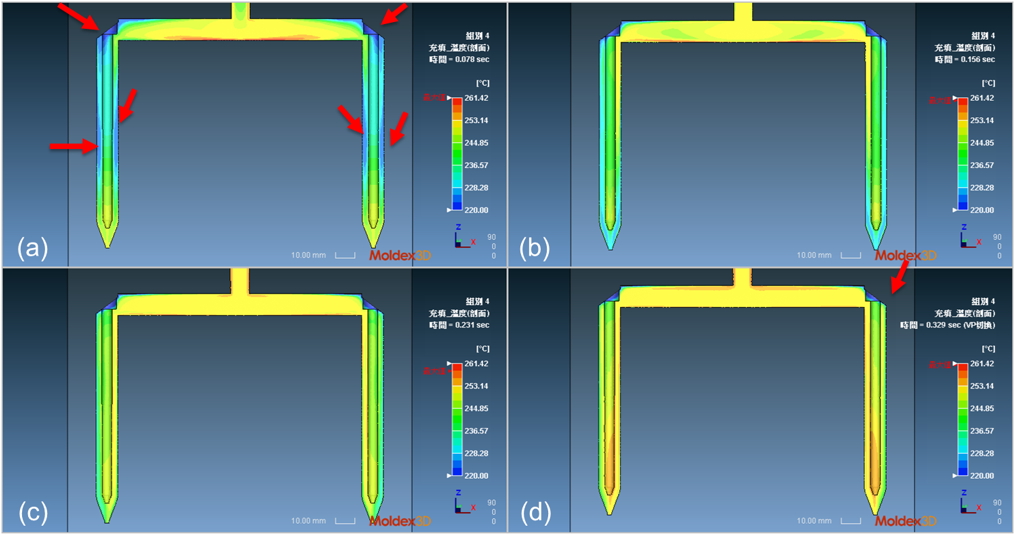
圖二 充填階段流動波前溫度分析:(a) 0.078秒,(b) 0.156秒,(c) 0.231秒,(d) 0.329秒 (VP)
進一步觀察各階段波前溫度變化,結果如圖三所示。在EOF時,流道冷料僅出現於轉角,而到了EOC,許多區域皆開始出現冷料,到了開模階段,塑料低溫情況加重,同樣的情況也可以由熱澆道截面溫度結果得知(圖四),這些都導致射出壓力過高且不穩定的情況。
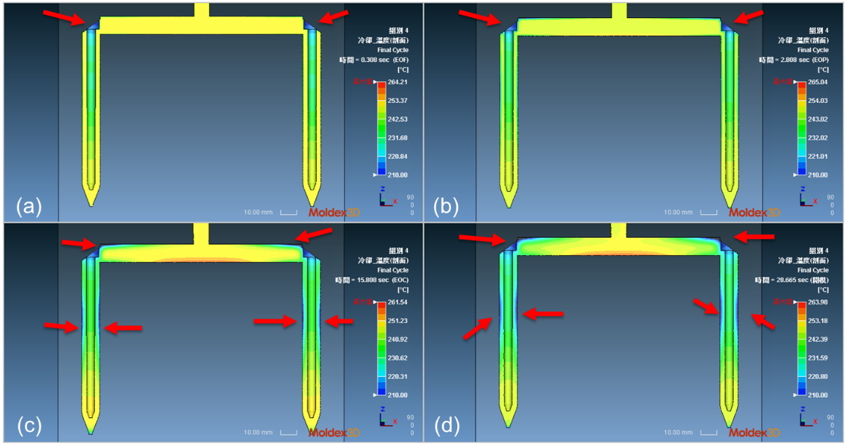
圖三 各階段流動波前溫度分析:(a) EOF,(b) EOP,(c) EOC,(d) 開模
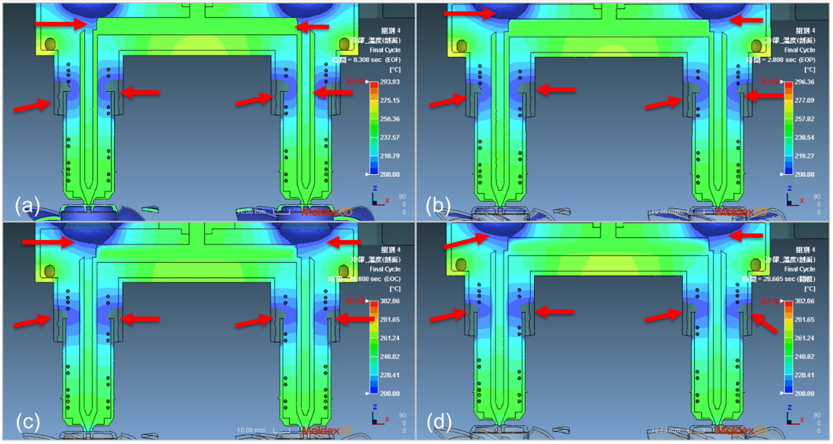
圖四 各階段熱澆道截面溫度分析:(a) EOF,(b) EOP,(c) EOC,(d)開模
根據上述分析結果,建準電機將熱澆道做局部優化,針對熱流板、加熱線圈以及流道轉角進行設計優化,結果如圖五所示。優化設計後的分析結果如圖6所示,熱流道內部,箭頭標示位置,已經沒有溫度過低趨勢,而熱流道外部也有相同結果。
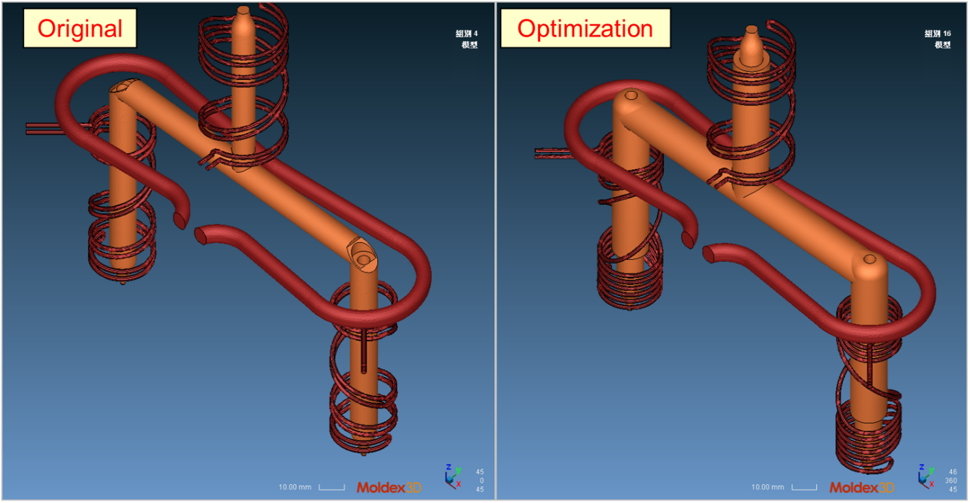
圖五 熱澆道之原始設計和設計變更比較
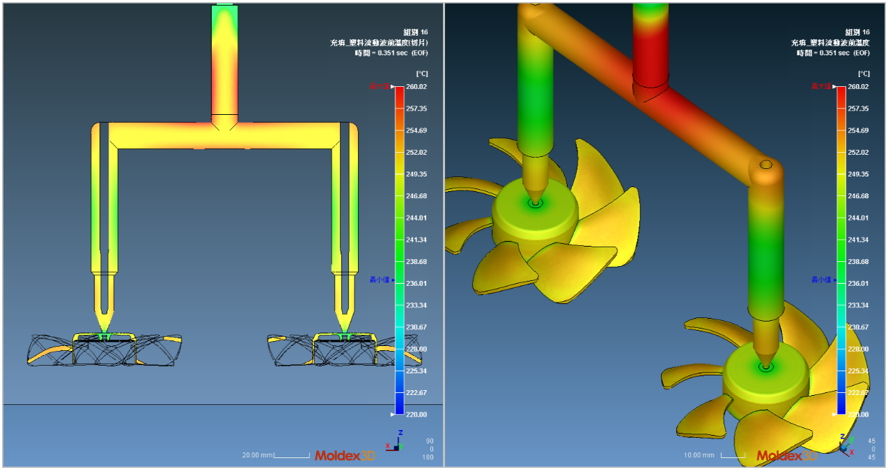
圖六 優化後之塑料流動波前溫度分析:(a) 熱流道內部 ,(b) 熱流道外部 (時間:EOF)
實際試模結果如圖七、圖八,結果顯示建準電機將熱澆道做局部優化後,產品射出時不合理壓力過高情況已經獲得改善。
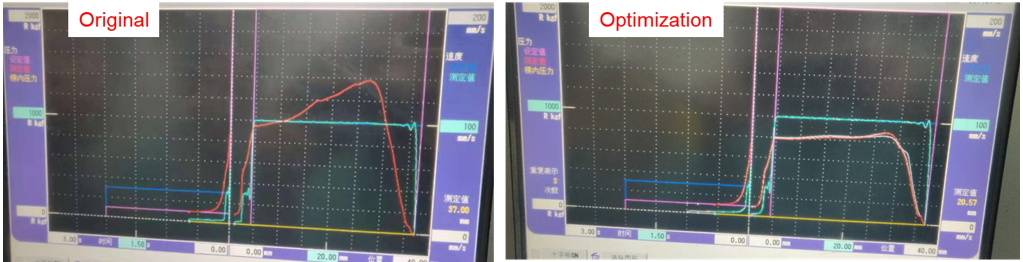
圖七 現場壓力響應圖比較(熱澆道及噴嘴損失壓力)
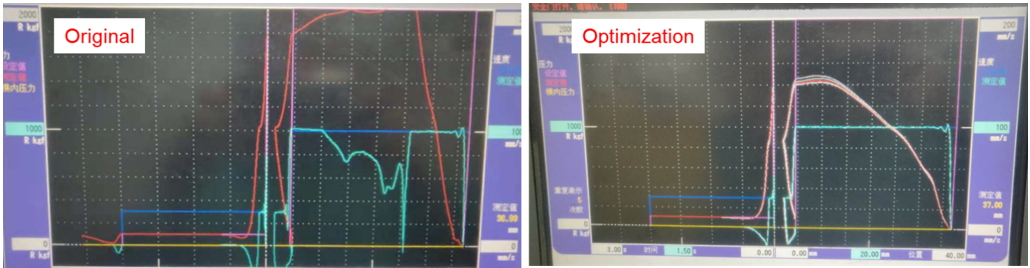
圖八 現場壓力響應圖比較(產品射出)
結果
建準電機藉由Moldex3D進階熱流道模組分析發現冷料位置,確實找出射出不穩定與壓力異常原因。利用軟體分析之冷料位置進行設計變更優化,內容包含流道設計與熱澆道加熱系統設計。結果顯示,優化後熱澆道壓力下降達50%,且呈現穩定趨勢,證明改善流道溫度分佈後可有效的改善成型效益,Moldex3D的溫度分析與實際的內部看不到情況是相符的。利用Moldex3D 可讓非熱流道設計廠商也能夠參與或擁有熱流道設計概念,提升模具與產品生產能力。